|
《包裝設計制作工藝與檢測技術標準實用手冊》
第四篇 包裝設計基礎
第三章 包裝容器結構設計
第二節 塑料包裝容器結構設計
(二)防變形的結構設計
要注意改善形狀、變直角為圓角、設置加強筋、支承面上設置凸緣。例如:
對矩形薄壁容器,如果預先將容器側壁設計成稍外凸,使變形后正好平直則是理想的。在圖4-3-75中,a是箱型容器側壁為防止翹曲而進行的帶狀增強;b是容器邊緣的設計實例,以此來增加剛性和減少變形;c是為了加強大平面底部,除了設置加強筋外,還可以將底部制成波形、棱錐體,或在底部制成凸緣形狀;d是為了防止大底部變形,將轉角處的半徑增大或設計成階梯形;e是為了加強薄壁容器的底和蓋,而將其設計成球面或拱曲面。

圖4-3-75 改善形狀防止變形
兩面相交的尖角部分由于內應力集中,在受力或受沖擊振動時會發生破裂,甚至在脫模過程中即由于模壁內應力而開裂。為了減少變形,轉角處要做成圓角,以分散應力。同時圓角大大地改善了塑料的充模特性,使其容易流動,并制得完整的產品。另外,塑料的圓角也使得模具型腔對應部位亦呈圓角而增加了模具的堅固性。塑件的外圓角對應著型腔的內圓角,它使模具在淬火或使用時不致因應力集中而開裂。但在塑件某些部位,如分型面、型態與型腔配合處等不便作為圓角而只能采用尖角。
圖4-3-76所示為塑料受力時應力集中系數與圓角半徑的關系。從圖可見,半徑R和厚度t之比即R/t的比值增加時,應力集中系數降低。在R/t為0.3以前,降低的幅度比較大,在0.8以后下降趨于平緩。

圖4-3-76 R/t比值與應力集中的關系
加強筋可以增強容器的強度和剛度。沿著塑料流動方向的加強筋,還能降低塑料的充模阻力,改善塑料在成型過程中的流動情況。
加強筋的布置應避免或減少塑料局部集中,否則會產生縮孔和氣泡。圖4-3-77所示為容器底或蓋上加強筋的布置情況。

圖4-3-77 容器底部加強筋的布置
將塑件的整個底面設計為支承面是不合理的。因為塑件稍許翹曲或變形就會使底面不平,常以凸出的底腳(三點或四點)或突邊來作支承面,其凸出高度常取0.3mm~0.5mm。如圖4-3-78所示。

圖4-3-78 用底腳或凸邊作支承面
(三)合頁設計
為了充分利用塑料的特性,有些塑料箱型包裝的底和蓋通過合頁連為一體。例如選用聚丙烯合頁可以省略箱類塑料的安裝工序,防止利用金屬零件而生銹,且可以達到幾十萬次彎折不斷裂。合頁的形狀和尺寸如圖4-3-79所示,是靠非常薄的膜把容器的底和蓋連結在一起。

圖4-3-79 聚丙烯合頁形式
(四)分型線設計
塑料在模具中成型,為了將塑料件從模具中取出,模具分開的面對塑件來說叫分型線。分型線的位置有與開模方向垂直、平行、傾斜之分;還有直線、彎折線、曲線之別。如圖4-3-80所示。
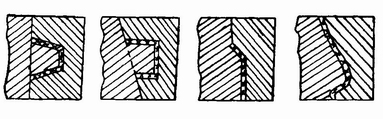
圖4-3-80 分型線各種形狀
返回目錄頁
|

