|
《包裝設計制作工藝與檢測技術標準實用手冊》
第三篇 包裝材料及容器
第六章 金屬包裝材料的性能
第三節 包裝用金屬材料
二、鍍錫薄鋼板
鍍錫薄鋼板,簡稱鍍錫板,又稱馬口鐵,是兩面鍍有錫的低碳薄鋼板。以熱浸工藝鍍錫的稱熱浸鍍錫板;以電鍍工藝鍍錫的稱是鍍錫板。施涂涂料的電鍍錫板稱為涂料鍍錫板(涂料鐵);未涂涂料的電鍍錫板稱為電素鐵。電鍍錫工藝比熱鍍錫工藝具有耗錫省,生產率高,錫鍍層均勻,質量穩定并能生產兩面不同鍍錫量的差厚鍍錫板等優點。目前熱鍍錫板產量極少,絕大部分是電鍍錫板。
電鍍錫板又可按照電鍍后處理方法的不同分為,經軟熔處理的光亮表面電鍍錫板與未經軟熔處理的無光澤表面電鍍錫板。也可按表面精整時軋輥表面光潔度不同進行區分。上述兩者結合起來可生產適于各種用途的不同表面精整狀態的鍍錫板。光亮表面、普通光亮表面的鍍錫板用于生產食品罐和18L方罐和罐身、罐底蓋;粗面的鍍錫板用于生產罐底蓋;無光澤表面的鍍錫板用于制作包裝啤酒、汽水等用的王冠蓋;極粗面的鍍錫板用于制作罐頭以外的其它雜罐。
目前約有90%的電鍍錫板用于包裝,所以它是很重要的包裝材料之一。
(一)鍍錫板的主要技術規范
1.鍍錫原板的成分
鍍錫板的特性,因鍍錫方法、鍍層厚度和表面處理方法的不同而異。但對特性有本質影響的,乃是鍍錫原板的成分。鍍錫原板的化學成分見表3-6-3。我國國家標準GB699-65、GB700-79規定了碳鋼的化學成分和代表符號,冶金部部頒標準YB314-64規定了鍍錫鋼帶的基材、錫鍍層、類別符號、表示方法及其它技術要求(見中國標準出版社《工程材料實用手冊》,1988)。
表3-6-3 鋼板材料的化學成分(%)
成分\回火度\鋼種 |
C |
Mn |
S |
P |
Si |
Cu |
Ni |
Cr |
Mo |
用途 |
| L |
T1~T4 |
0.05~0.08 |
0.03~0.04 |
0.05以下 |
0.015以下 |
0.01以下 |
0.06以下 |
0.04以下 |
0.06以下 |
0.05以下 |
制作高耐腐蝕性容器 |
| MR |
T1-T4 |
0.05~0.11 |
0.25~0.50 |
0.05以下 |
0.015以下 |
0.01以下 |
0.2以下 |
無嚴格限制 |
一般食品容器 |
| MC |
T4~T5 |
0.08~0.11 |
0.30~0.45 |
0.05以下 |
0.07~0.10 |
0.01以下 |
0.02以下 |
高拉應力鍍錫鐵皮大型啤酒罐的蓋與底 |
| T6 |
0.08~0.11 |
0.30~0.50 |
0.05以下 |
0.10~0.15 |
- |
- |
注:表中的回火度即調質度,是指通過機械處理或熱處理賦予合金的性能狀態。根據其用途,通過調整材料成分、軋制方法和平整冷軋的程度,使硬度、屈服點、抗拉強度以及強韌性、加工性等性能都達到理想指標。
表3-6-3中的鋼種分為,L、MR、MC三種(ASTM標準)。其中L類鋼是低雜質鋼,這種鋼的Ni、Cr、Cu、Mo、As等有害元素含量極低,適用于需要深拉深和高耐腐蝕性的場合。例如,在食品罐頭工業中用于包裝要求極嚴的高腐蝕性食品。MC類鋼種含磷量較高,可用于對材料強度要求較高的場合。我國采用的鋼種主要是MR型,MR類鋼種是中等雜質鋼,應用最廣,比L類鋼種的有害元素量稍多,其限制又不象其余兩種鋼那樣苛刻,多用于食品罐。
制造鍍錫鐵皮的鋼材中,除含碳、硅、錳、硫、磷五種元素外,還大約含有0.003%的氮,它是使鋼產生時效硬化現象的元素。但對低碳鋼來說,氮會造成其塑性和韌性下降,從這點出發應減少鋼中氮的含量。然而,最近幾年為了提高鋼的抗拉強度,有人利用這種時效性能,特意在鋼中添加0.01%左右的氮。鋼材中還含有銅元素,對鋼的延展性和耐腐蝕性均有害,而且當銅含量達到0.3%~0.4%時,容易引起錫層的剝落,因而規定在鍍錫鋼中含Cu量不大于0.2%。
2.鍍錫板的鍍錫量
鍍錫量以單位面積或特定面積的鍍錫板上的鍍錫量來表示。國際上規定按每平方米鍍錫板上錫的質量(g/m2)表示鍍錫量。但商業上習慣用每基箱鍍錫板兩面所鍍錫的質量(g)的1/4倍作為標號。如每基箱鍍錫量為200g磅的標號為#50。不同單位對照關系見表3-6-4。
表3-6-4 電鍍錫板鍍錫量
| 類別 |
標 號 |
鍍錫量 |
最少平均鍍錫量 |
| 中國(武鋼) |
ISO |
JIS |
g/m2 |
g/m2 |
| 等厚鍍錫板 |
E1 |
E2.8/2.8(E25) |
#25 |
5.6(2.8/2.8) |
4.9(兩面) |
| E2 |
E5.6/5.6(E50) |
#50 |
11.2(5.6/5.6) |
10.5(兩面) |
| E3 |
E8.4/8.4(E75) |
#75 |
16.8(8.4/8.4) |
15.7(兩面) |
| E4 |
E11.2/11.2(E100) |
#100 |
22.4(11.2/11.2) |
20.2(兩面) |
| 差厚鍍錫板 |
- |
- |
#50/25 |
5.6/2.8 |
5.08/2.25 |
| - |
D8.4/2.8(D75/25) |
#75/25 |
8.4/2.8 |
7.85/2.25 |
| D1 |
- |
#75/50 |
8.4/5.6 |
7.85/5.05 |
| D2 |
D11.2/2.8(D100/25) |
#100/25 |
11.2/2.8 |
10.1/2.25 |
| D3 |
D11.2/5.6(D100/50) |
#100/50 |
11.2/5.6 |
10.1/5.05 |
| - |
- |
#100/25 |
11.2/8.4 |
10.1/7.85 |
兩面鍍錫量不同的差厚鍍錫板的鍍錫量,中間用“/”分開,如11.2/5.6g/m2表示厚的一面鍍錫量為11.2g/m2,而薄的一面鍍錫量為5.6g/m2。差厚鍍錫板使用時必須對厚和薄的兩面進行區別,因此在鍍錫板的一側表面印上差厚標記,表示標記的方法和印在哪一方面可由供需雙方協議商定。日本一般在鍍錫板較薄的一面沿軋制方向印上直線標記;ASTM、ISO等標準中通常規定在較厚的一面沿軋制方向印上直線標記;我國武鋼差厚鍍錫板采用ISO標記法。
在使用馬口鐵時要注意區別熱浸鍍錫鋼板和電鍍錫鋼板的鍍錫量不同,因而影響其性能。對于熱浸鍍錫板,鍍錫量為22.4~44.8g/m2,對于電鍍錫板,鍍錫量為5.6~22.4g/m2。
3.鍍錫板的規格尺寸
罐頭空罐用鍍錫板厚度一般在0.15~0.30mm之間,最常用厚度為0.2、0.23、0.25、0.28四種規格,可按照罐型大小、內裝物性質進行選擇。
鍍錫板長度和寬度可根據用戶(制罐廠)要求即根據各種罐型計算出制罐時產生最小邊角料的尺寸訂購。目前我國使用較多的規格是714×510mm和827×730mm。寬度取決于軋機軋輥的寬度,武鋼供應鍍錫板寬度為775、800、825、850、875、900、950、975、1000、1025、1050mm,長度在400~1200mm范圍內任意選擇。一般長與寬之差不超過200mm。做底蓋的鍍錫板原裁成正方形,但方形板在沖下圓形底蓋后產生較多邊角料,近年來開發了專用底蓋特殊尺寸的波形板,使邊角料減少到最低程度。波形板尺寸與形狀隨蓋徑而異,用戶根據不同蓋徑的尺寸訂貨。
(二)鍍錫板的結構
鍍錫板是由鋼基板、錫鐵合金層、錫層、氧化膜和油膜五層構成,見圖3-6-1。
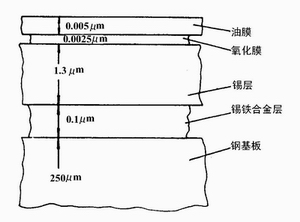
圖3-6-1 馬口鐵各層結構示意圖
值得注意的是在鋼基板與錫層之間產生了一層錫鐵合金。這是在鋼板上鍍錫后進行軟熔處理和鈍化處理而產生的,它不僅具有媒介作用,使錫牢固地附著于鋼板表面,而且還可使錫層光亮,補償鍍錫層存在的孔隙,提高鋼板耐腐蝕性。
一般來說,鍍錫層的厚度為0.5~2.0μm,熱鍍錫方法的錫層厚度大于電鍍錫方法的錫層厚度。有關鍍錫板各部分的厚度、成分和性能見表3-6-5。
表3-6-5 鍍錫板各構成部分的厚度、成分和性能特點
結 構
名 稱 |
厚 度 |
成 分 |
性能特點 |
熱浸鍍錫板 |
電鍍錫板 |
熱浸鍍錫板 |
電鍍錫板 |
油 膜 |
20mg/m2 |
2~5mg/m2 |
棕櫚油 |
棉籽油或葵二酸二辛酯 |
潤滑和防銹 |
氧化膜 |
3~5mg/cm2(單面) |
1~3mg/cm2(單面) |
氧化亞錫 |
氧化亞錫
氧化錫
氧化鉻
金屬鉻 |
電鍍錫板表面鈍化膜是經化學處理生成的,具有防銹、防變色和防硫化作用 |
錫 層 |
22.4~44.8g/m2 |
5.6~22.41g/m2 |
純 錫 |
純 錫 |
美觀、易焊、耐腐蝕且無毒害 |
錫鐵合金層 |
5g/m2 |
少于1g/m2 |
錫鐵合金結晶 |
錫鐵合金結晶 |
耐腐蝕,如過厚加工性和可焊性不良 |
鋼基板 |
制罐用0.2~0.3mm |
制罐用0.2~0.3mm |
低碳鋼 |
低碳鋼 |
加工性良好,制罐后具有必要的強度 |
返回目錄頁
|

