|
《包裝設計制作工藝與檢測技術標準實用手冊》
第三篇 包裝材料及容器
第五章 玻璃、陶瓷包裝材料
第三節 玻璃容器的成型與加工
3.成型缺陷
玻璃容器在成型后可能存在許多缺陷。一些來自玻璃原料,一些來自模具、成型操作。與強度、外觀有關的缺陷有壁厚不均、凸起、氣泡、傷痕、不熔物、口部變形、螺紋缺口、表面粗糙、模具合口不嚴、瓶口端面不平、瓶口內徑差等等,如圖3-5-4所示。對于螺口瓶,影響氣密性和封閉性的缺陷有螺紋嵌合、螺紋導程角、螺紋圈數等。這些缺陷會使瓶蓋擰不緊,密封程度下降,從而使內容物容易污染變質或泄漏,并使自動壓蓋機的效率降低。

圖3-5-3 行列式制瓶機吹制小口瓶的過程
1.落料;2.撲氣;3.倒吹氣;4.雛形模料泡翻轉5.重熱和伸長;6.吹制,在成型模內,料泡被吹成型;7.取出,模具打開;夾鉗將瓶子鉗出
瓶口內徑蓋、瓶口內徑變形等瓶口缺陷會使瓶塞的密封性不好,或瓶塞露出瓶口。尤其對液體用的玻璃瓶,在充填量和氣溫變化的影響下,會使密閉性顯著下降。
其他諸如多肉、傷痕、變形等缺陷,也會影響瓶子強度,造成破損。
三、玻璃容器的退火及表面處理
在玻璃制品生產過程中,經受了激烈的不均勻溫度變化,玻璃料滴與模具接觸受到急冷;為了防止成型的制品變形,出模后的制品冷卻速度也較快。這些溫度變化,使玻璃表面和內部存在應力。由于瓶罐厚度不均勻,各部位冷卻情況不同,產生的應力是不均衡的。這些剩余的熱應力使瓶罐的機械強度和熱穩定性大大降低,甚至自行破裂。玻璃容器及制品的退火就是消除玻璃中剩余熱應力的熱處理過程。
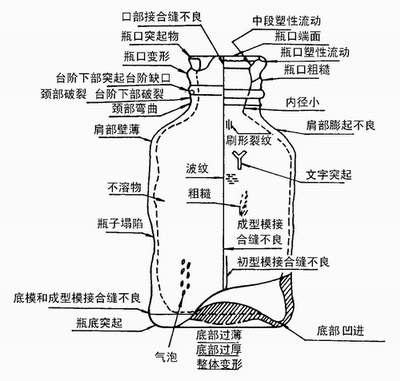
圖3-5-4 玻璃瓶的缺陷
(一)玻璃瓶罐中的應力
玻璃中可能存在的應力主要為熱應力和結構應力。因化學組成不均勻、熔制過程中產生的條紋、疙瘩、結石等缺陷引起的熱膨脹不同而產生的應力稱為結構應力。結構應力是一種永久應力。因玻璃各部分加熱或冷卻速率不一致引起的溫度不均勻而產生的應力叫做熱應力。根據熱應力產生的條件,可分為永久應力與暫時應力。
1.永久應力
當玻璃冷卻到室溫,溫度梯度消失后仍然存在的應力稱為永久應力或剩余應力。永久應力產生的基本條件是:冷卻速度快,開始冷卻時的溫度在玻璃應變點之上。
玻璃在應變點之上開始冷卻時,表面比內部冷卻的速度快。這時雖然內外層有溫差,但由于粘度較小,其結構基團可以自由移動,只要降溫速度不很快,因溫差產生的不均勻收縮不會產生應力。如果降溫速度非常快,并且溫度降到應變點以下,這時,內外層溫差變得非常大,外層因冷卻變硬,不再收縮;而內層卻隨著降溫要繼續收縮。當內層的粘度增大到不允許玻璃的結構基團自由移動時,因不均勻收縮產生的應力將殘留在玻璃中,成為永久應力。除非經退火處理,否則永久應力將一直存在于玻璃制品中。
2.暫時應力
玻璃中隨溫差的存在而存在,隨溫差的消失而消失的熱應力稱為暫時應力。暫時應力產生的基本條件是:冷卻速度快,而開始冷卻時的溫度低于玻璃應變點。
當玻璃在應變點之下冷卻或加熱時,內外層將產生溫度差,因熱膨脹系數不同,這種溫差也產生熱應力。在加熱時,外層比內層的溫度高,膨脹大,產生拉應力;而內層阻礙了外層的膨脹,產生壓應力。冷卻時的情形與之相反,外層產生壓應力,內層產生拉應力。拉應力與壓應力大小相等,方向相反。當內外層溫差消失后,拉應力和壓應力也將消失,玻璃中不存在應力。一般說來,暫時應力不會對玻璃制品造成損害,但如果溫度急劇變化產生的暫時應力超過玻璃的機械強度時,也能使玻璃破裂。
(二)玻璃瓶罐的退火
玻璃瓶罐的退火是消除或減小玻璃中的剩余應力至允許值的熱處理過程。任何玻璃制品在加工過程中都存在著剩余熱應力或永久應力。為了消除這些熱應力,需將玻璃加熱到退火點進行保溫、均熱,使玻璃內部的結構進行調整,消除由于溫度梯度而造成的結構梯度,使應力釋放。
1.退火溫度選擇
玻璃沒有固定的熔點,當玻璃從熔融態變成玻璃態時,要經過從液態到固態的轉變區。在轉變溫度(Tg)以下的適當溫度范圍內,玻璃的結構基團仍能位移,因而可以消除玻璃中的熱應力。這個溫度范圍叫做退火溫度范圍。一般普通玻璃退火溫度的上限選為粘度為1011P的600℃左右,而下限退火溫度選為粘度為1013P的540℃左右。在上限退火溫度下,經過3min能消除應力的95%;在下限退火溫度下,經過3min能消除應力的5%。
2.退火工藝
玻璃的退火工藝包括加熱、保溫、緩慢降溫及快速降溫4個階段,其工藝過程如圖3-5-5所示。
退火熱處理工藝有一次退火和二次退火之分。在玻璃瓶罐成型后立即進入退火爐的熱處理稱為一次退火;而玻璃制品在冷卻后再進行退火的叫二次退火。退火熱處理都是在退火爐中進行的。
在加熱階段,玻璃瓶罐在退火爐內加熱到退火溫度(通常選為比上限退火溫度低20~30℃的溫度),然后進行均熱保溫。在保溫階段,溫度不變,使玻璃瓶罐各部分均勻受熱,以消除內部的剩余應力。保溫時間與壁厚有關,可由下面的經驗公式計算:
t=102a2
式中:t為保溫時間(min);a為瓶罐的壁厚(cm)。
在緩慢降溫(慢冷)階段,要嚴重控制降溫速率,以不致于在玻璃中產生新的熱應力。當溫度降到應變點以下,玻璃中只會產生暫時應力,不再產生永久應力,這時可以進入快速降溫(快冷)階段,以縮短退火時間。對于壁厚小于5mm的瓶罐,冷卻速度可為2.5℃/min。但對于較厚的玻璃制品,仍然要控制降溫速率。否則,因降溫太快產生的暫時應力能超過玻璃的強度極限,引起制品破裂。

圖3-5-5 玻璃瓶罐退火的各個階段
返回目錄頁
|

