|
《包裝設計制作工藝與檢測技術標準實用手冊》
第二篇 包裝技術與工藝
第九章 裝盒、裝箱、裝袋及裹包技術
第四節 裝袋工藝
(二)邊貫式制袋充填的基本裝袋方法
連貫式制袋充填的基本裝袋方法有直立式裝袋和水平式裝袋兩種:
1°直立式裝袋
這種方式可包裝成枕型袋、三面封口袋和四面封口袋。由立式制袋充填機完成,有單列和多列兩種。單列機的生產率為20~200袋/min,取決于充填方式、制袋材料和袋子尺寸;多列機主要用于小形袋,從2列到10列,生產率可達300~1500袋/min。
圖2-9-25所示,為立式枕型袋制袋充填包裝機示意圖。其操作過程是:包裝材料從卷筒上被拉向制筒導板形成筒狀,由縱封器封合,再由橫封器封底,并開始充填物料。充滿后繼續向下移動,到規定長度后,進行封橫縫并切斷。切刀下面是第一個袋的上口,而上面則形成了第二個袋的底,如此循環操作。
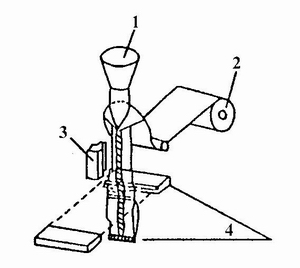
圖2-9-25 立式枕型袋制袋充填包裝機示意圖
1—充填料斗;2—薄膜卷筒;3—縱封器;4—橫封器及切刀。
圖2-9-26為立式平裝制袋充填包裝機示意圖。包裝材料由兩個單獨的卷筒供給,拉至加料口下,經縱封器封合兩側邊。再向下移到規定長度,由橫封器封低邊并開始充填物料。充填后袋繼續向下移動,重復上述動作,同時將已裝滿并封口的袋切斷。同樣,橫封器封合的面積中,上一半是空袋的底邊,下一半是滿袋的頂邊。

圖2-9-26 立式平袋制袋充填包裝機示意圖
1—加料斗;2—薄膜卷筒(兩卷);3—縱封器;4—橫封器;5—切刀。
這種裝袋方法特別適合包裝小袋物料。如茶葉、調味品、速溶咖啡、化妝品、藥粉和藥片等。有的機種設計成多列式,在機器速度與單列機相同的情況下,生產率可成幾倍的增長。
2°水平式裝袋
這種方式可以包裝成枕型袋、三面封口袋和四面封口袋。由臥式制袋充填包裝機完成。適合于包裝開頭規則或不規則的單件或多件產品。如餅干、點心、肉類、魚類、蔬菜和小五金零件等。生產率一般為50~150袋/min。
臥式枕型制袋充填包裝機操作過程如下:包裝薄膜從卷筒上拉下來,經導輥進入成形器形成筒狀,同時推料板將被包裝物品推入筒內,接著封縱縫,然后封橫縫并切斷。以后再循環重復以上過程。
臥式直線制袋充填包裝機操作過程如下:包裝薄膜從卷筒向上拉,經導輥后向水平方向移動,再經導輥進入三角形導板,將薄膜對折成“V”字形。再向前進由縱封器封合側邊,繼續向前進一定長度,封合另一個側邊,接著充填物料,然后經橫封器封合頂邊,最后用切刀切斷。這種機器可用以包成三面封口或四面封口的小型扁平袋。適于包裝顆粒、粉沫和漿狀等物料。生產率一般為100~120袋/min。有的機種可以同時包裝兩個袋,生產能力加倍。
四、裝袋設備的選用要點
裝袋機及其配套裝置種類很多。功能、生產能力、袋的形狀和尺寸,及所用材料及價格各不相同,而且差別很大。選用時必須根據工廠和市場的具體情況綜合考慮;引進國外設備,必須符合國內的條件。除一般性問題外,提出以下要點,供選擇設備時參考。
(1)充填的計量裝置要選擇得當。當包裝某些顆粒和粉末狀物料時,只有其比重能控制在規定范圍內,才能選用容積式計量,否則寧可選用稱量式計量。對于那些對空氣濕度和溫度敏感的物料尤其應當注意。
(2)封合時的加熱方式與所用包裝材料的熱封性能要適應。否則封合質量不能保證。
(3)充填粉沫物料時,袋口部分容易被沾染,影響封口質量。多數情況是由于包裝材料表面帶有靜電。因此,裝袋機必須具有防止袋口部分被粉塵沾染的措施,如靜電消除器等。
(4)當裝袋速度快、被包裝物品價格較貴時,最好能配有檢量秤,隨時剔出超重或欠重的包裝件,并能自動調整充填量。
(5)小袋包裝適合采用連貫式制袋充填機,或組成生產線。這種高度自動化的單機或生產線,一旦發生故障,生產將受很大損失。因此,必須選擇質量好,可靠性高的機種。
返回目錄頁
|

