|
《包裝設計制作工藝與檢測技術標準實用手冊》
第二篇 包裝技術與工藝
第十二章 輔助包裝技術
第五節 貼標技術
四、貼標簽工藝及設備
貼標簽簡稱貼標,貼標工藝過程因標簽種類和使用的設備不同,而略有差別,大致可分為兩類。
(一)用冷膠和熱熔膠貼標(包括熱敏標簽)工藝及設備
貼標操作過程分四步:
(1)將標簽(成疊的或卷筒的)放入標簽框架內或卷筒支架內;
(2)用吸盤、壓縮空氣或二次膠粘等方法取出一張標簽;
(3)用涂膠輥在標簽背面全部涂膠,或在鋁垂、水平方向涂幾條;也可以在容器上涂膠;
(4)用壓塊、壓縮空氣、皮帶或刷子,將涂過膠的標簽壓在容器上,直到粘貼牢固后松開。
最簡單的貼標機是托板式的,見圖2-12-11,先用涂膠輥在托板上涂膠,再用此板在裝標簽的框架內粘出一張標簽貼在容器上,然后用壓板壓緊之,與此同時,將托板撬起離開容器,準備進行下一次涂膠,壓板將標簽壓緊一定時間后,標簽粘貼牢固,壓板復位。

圖2-12-11 托板式貼標機
1—貯膠箱;2—輸膠輥;3—涂膠輥;4—標簽框架;5—托板;6—壓板;7—托板搖桿;A—上腔;B—取標簽;C—貼標
這種貼標機屬于簡單機械式的,但可以并列幾行同時貼標。因此,也可以實現高生產率,缺點是需要涂較厚而粘的膠層,有時膠會被擠出來,影響商品美觀;取出標簽和貼標動作的可靠性差,從而增加停機時間。
比較先進的一種真空鼓式貼標機,見圖2-12-12。在涂膠鼓的周圍有均勻分布的一些吸標簽口,由于鼓內是負壓,當鼓轉至振動的存標簽框架下方時,就吸住一張標簽,并帶動它繼續向前轉動,到涂膠輥下涂膠,容器由螺旋分離軸送至貼標位置,此時正好與涂過膠的標簽嚙合,再向前進經過壓緊皮帶和壓緊條將標簽壓緊并輸送出去,此機可得到較好的貼簽外觀和較高的在線(即連入生產線)效率,缺點是操作維修技術水平要求較高,此外,真空鼓式貼標機是惟一能用熱熔膠貼標的機種,貼標效果好,清潔。
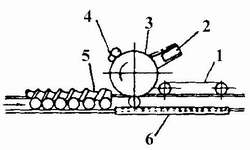
圖2-12-12 真空鼓式貼標機
1—壓緊皮帶;2—標簽框架;3—涂膠鼓;4—上膠輥;5—螺旋分離軸;6—壓緊條
最新開發的貼標機是真空與機械結合式的。見圖2-12-13。取標鼓上的真空吸標口將標簽從存標框架內吸出,與背輥配合將標簽推入送標輥,由送標輥將標簽送到涂膠處涂膠,爾后再送至貼標位置與螺旋分離軸輸送的瓶子嚙合貼標,經由壓緊皮帶與壓條將標簽壓緊并送出生產線,該機的特點是可以進行高速貼標;同時,可以使用各種粘合劑進行貼標。

圖2-12-13 真空與機械結合式貼標機
1—供膠筒;2—螺旋分離軸;3—壓緊條;4—瓶子;5—取標爪;6—壓緊皮帶7—涂膠輥;8—送標輥;9—標簽導板;10—直空吸口;11—取標鼓;12—標簽;13—標簽框架;14—取標輥;15—刮膠板
返回目錄頁
|

