|
《包裝設計制作工藝與檢測技術標準實用手冊》
第二篇 包裝技術與工藝
第十二章 輔助包裝技術
第三節 封緘技術
(四)粘合方法
1.冷膠粘合
冷膠為溶液型或乳液(膠)型。溶液型中多數為水溶性,有淀粉基和蛋白基的,如糊精、酪素、骨膠等。以紙制品粘合應用最多,其優點是不需要加熱,節省能源,耐熱性好,價格便宜。缺點是固化時間長,易霉腐,不能適應高速包裝機的要求和衛生條件。廣泛用于手工操作的普通包裝場合。化學溶劑的冷膠雖然粘合速度快,但多有揮發物質,易燃或有毒性,適合粘合疏水性材料,因此,用途受到限制。乳液型粘合劑是具有粘合作用的熱塑性樹脂,在水中被分散乳化,待水分揮發或被吸收后固化的物質。其特點是,粘合力強,能得到可靠的和長期穩定的粘結效果,操作簡便,具有足夠的耐水、耐油性,比水溶性粘合劑固化快。常用的有醋酸乙烯乳膠。乳膠型粘合劑是具有粘合作用的天然橡膠和合成橡膠的分散物。多用于紙箱、紙袋和包裹產品的封合。
冷膠的粘合過程大部分用手工操作,用毛刷或噴槍涂膠,粘合后短時間需加壓,然后自然干燥而固化;半自動化粘合以封箱為例,其過程如下:由人工將紙箱的大折頁打開,放到輸送帶上,送入封箱機,涂膠器即將膠水同時噴涂到箱子上下折頁上,然后折頁器將大折頁壓下,完成封箱過程,在紙箱送出前還要通過上下加壓,使膠水凝固。生產能力為9~15箱/min;全自動封箱過程,從紙箱輸入到完成均為機械操作,生產能力為20~25箱/min。
2.熱熔膠粘合
熱熔膠粘合是用一種熱熔膠加熱后溶化,涂敷于被粘合表面,經冷卻固化而粘合。熱熔膠是一種不含水分的固體粘合劑。在一定溫度下呈流體狀,經涂敷器涂敷到被粘合表面上,再壓合使之散熱,冷卻而固化,完成粘合作用。
在包裝作業中,常用的熱熔膠是以乙烯—醋酸乙烯共聚物為基礎,與低分子量樹脂和臘組成的。
(1)熱熔膠的特點
a.粘合速度快,這是熱熔膠的突出特點。冷卻后即完成了粘合作用。加壓時間很短就可得到很好的粘合效果。所需粘合時間只有2~3s,在很多粘合劑中,是粘合速度最快的一種,適用于自動化和高速化的封緘工藝。
b.無溶劑。不含水分及溶劑等,完全為固體成分,因而不存在因有機溶劑引起的中毒或火災危險,也不需要蒸發水分和溶劑的設備、熱源和時間。
c.經濟效益高。雖然單位重量的價格比其它膠高一些,但由于完全是固體成分,用膠量減少,生產效率高,設備占地面積少,操作費用低,所以綜合衡量仍是經濟的。
d.無毒。適合食品工業的要求。
e.需要使用涂敷機。因為作業時需加熱至120~200℃,操作要迅速,手工操作難以滿足要求,而且容易燙傷,所以必需有涂敷設備。
f.作業時易受環境溫度的影響。膠加熱后,必需達到一定的流動性和濕潤性,才符合涂敷膠和粘合的要求。因此,車間溫度、膠和被粘合表面的溫度對粘合質量有直接影響。
g.耐熱性差。多數熱熔膠在60℃以上,其粘合強度顯著下降,少數耐熱的熱熔膠,也只能在70℃以下保證強度。因此,耐熱性差是熱熔膠的主要缺點。
(2)熱熔膠粘合的工藝要求
a.熔化后的粘度要適當。熔化粘度與加熱溫度正反比,粘度低一些流動性好,有利于涂敷,但會增加粘合時間。粘度過高,將產生拉絲現象,不易涂勻。在實際操作中,為了兼顧各項要求,往往使用較高的熔化溫度。
b.控制發泡、冒煙和氣味。盡量減少發泡以免引起操作故障。冒煙和氣味不可能完全消除,故車間必須通風換氣。
c.嚴格掌握溫度。熱熔膠使用過程中,溫度是重要因素。溫度低,流動性差,濕潤性不好,粘合力不夠,并會出現剝落現象。溫度過高,會加劇膠的受熱老化,降低原有性能。
d.進行充分加壓。在粘合過程中,加壓要均勻而充分,是保證粘合質量的主要條件。
e.涂敷量要適當。可根據季節,粘合穩定性等因素來掌握。
(3)常用的熱熔膠涂敷方法
a.用涂膠滾輪。如圖2-12-1所示,輸膠管1將加熱熔化的膠液送至貯膠盒2。貯膠盒與涂膠滾輪3緊密接觸,當滾輪轉動時,膠液即粘附于其上。輸送帶4將瓦楞紙箱送至涂膠位置,待涂膠的折頁與涂膠滾輪接觸而涂膠。涂膠后封箱加壓,冷卻后就完成了粘合。
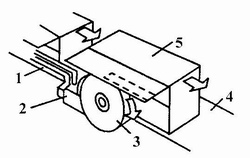
圖2-12-1 滾輪涂膠法
1—輪膠管;2—貯膠盒;3—涂膠滾輪;4—輸送帶;5—瓦楞紙箱
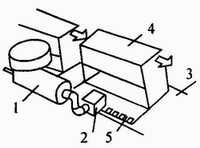
圖2-12-2 噴嘴涂膠法
1—貯膠筒;2—涂膠噴嘴;3—傳送帶;4—瓦楞紙箱;5—已涂膠部分
b.噴嘴涂膠法。見圖2-12-2,瓦楞紙箱4由輸送帶3送至涂膠位置。熱熔后的膠液置于貯膠筒1內,涂膠噴嘴2與貯膠筒連接,當紙箱經過噴嘴下方時,涂膠開始,熔化的膠液靠壓力從嘴噴出。完成涂膠過程,然后進行封箱、加壓和冷卻過程。由于噴嘴與被涂敷件不接觸,而且膠液在壓力下噴出,因此,速度快,涂敷均勻,是各種涂敷方法中應用最廣泛的一種。
c.平板涂膠法。見圖2-12-3,加熱熔化的膠液盛于貯膠盤1中,被涂敷件3(如紙盒坯)的涂敷表面向下放置于涂膠平板2上,涂膠平板上下運動,下降時攜帶紙盒坯在貯膠盤內涂膠,上升后即完成涂膠。其余過程同前。涂膠平板上按照被涂敷件需要涂膠的部分刻出空槽。這樣可以一次涂敷全部要涂膠的表面,從而提高效率。這種方法多用于紙盒的粘合。
3.膠帶粘合
將粘合劑預先涂敷于帶狀基材上制成膠帶。然后用膠帶進行粘合。按基材上涂敷的粘合劑種類不同,膠帶分為膠質帶和膠粘帶兩類。
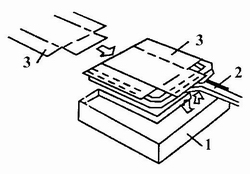
圖2-12-3 平板涂膠法
1—貯膠盤;2—涂膠平板;3—紙盒坯片
(1)膠質帶:多以牛皮紙為基材涂以植物冷膠,使用時用水浸濕,進行粘合,自然干燥或加熱干燥后完成粘合過程。用膠質帶作為包裝件的封緘材料,如封盒、封箱等有防塵、防潮、進行美術印刷以及封印等優點,多用于食品包裝。
(2)膠粘帶:也稱壓敏膠帶,是在基材上涂以橡膠或樹脂為主要成分的粘合劑。使用時不需要加熱或用水濕潤,只要貼上去壓一壓短時間內即可達到滿意的粘合效果。這是當前包裝用得最多的膠帶。
膠粘帶與膠質帶比較有如下優點:
a.成卷供應,可連續使用,剝離容易,粘合劑不殘留于帶的背面,同時也不粘手,操作方便。
b.在常溫下,貼于需要粘合處,壓一壓即可。不用通過水濕潤、加溶劑和加熱等手段。
c.粘合后的膠帶,一般慢慢揭下還可再用。
d.可選擇不同的基材,制成適合各種用途的膠帶。
e.幾乎任何材料都可粘合。對塑料的粘合效果特別好。
常用膠粘帶介紹:
(1)牛皮紙膠粘帶:這是最便宜、最常用的一種。在瓦楞紙箱封緘中,使用量占四分之三,強度稍差,對沉重物品或長距離運輸包裝不太適合。因膠帶背面有防粘硅膜涂層,多層箱堆垛時,容易滑落。
(2)布基粘膠帶:抗拉強度和耐沖擊強度均好,柔軟而有彈性,粘合劑涂層較厚,對膠合板之類的粗糙表面也能很好粘合。最適合沉重物品及出口商品的封緘。一般是用人造纖維織物作基材,價格比牛皮紙膠帶貴。
(3)聚丙烯膠粘帶:與布基膠帶相比抗拉強度差一些,但耐沖擊強度與布基膠帶相近,膠膜厚度為40~60μm不等,可根據瓦楞紙箱的重量選用。一般情況下,紙箱內裝物品為20kg以下時,應采用牛皮紙膠帶,20~30kg時用聚丙烯膠帶,30kg以上時,應選用布基膠帶。
膠粘帶使用方便,今后將成為外包裝的主要封緘材料。特別是在自動包裝機上應用,對節省勞力,提高經濟效益,將起更大的作用。
返回目錄頁
|

