|
《包裝設計制作工藝與檢測技術標準實用手冊》
第二篇 包裝技術與工藝
第十章 熱成型包裝技術
熱成型包裝在國外又叫卡片包裝。熱塑性的塑料薄片加熱成型后形成的泡罩、空穴、盤盒等均為透明的,可以清楚地看到商品的外觀,同時作為襯底的卡片可以印刷精美的圖案和商品使用說明,便于陳列和使用。另一方面包裝后的商品被固定在泡罩和襯底之間在運輸和銷售過程中不易損壞,從而使一些形狀復雜、怕壓易碎的商品得到有效的保護,所以這種包裝方式既能保護商品延長保存期,又能起到宣傳商品擴大銷售的作用。70年代從國外引進的熱成型包裝主要是用于藥片、膠囊、栓劑等方面的包裝,但由于這種包裝方式本身的優越性,因此它在食品和日用品等的包裝中也得到廣泛的應用。目前,熱成型包裝主要用于醫藥、食品、化妝品、文具,小工具和機械零件,以及玩具、禮品、裝飾品等方面的銷售包裝。
熱成型包裝包括泡罩包裝和貼體包裝。它們雖屬于同一類型的包裝方法,但原理和功能仍有許多差異。
第一節 泡罩包裝技術
這種包裝方法是50年代末德國首先發明并推廣應用的,首先是用于藥片和膠囊的包裝,當時是為了改變玻璃瓶、塑料瓶等瓶裝藥片服用不便,包裝生產線投資大等缺點,加上劑量包裝的發展,藥片小包裝的需要量越來越大。泡罩包裝的藥片在服藥時用手擠壓小泡,藥片便可沖破鋁箔而出,故有人稱它為發泡式或壓穿式包裝。
這種包裝具有重量輕,運輸方便;密封性能好,可防止潮濕,塵埃、污染、偷竊和破損;能包裝任何異形品;裝箱不另用緩沖材料以及外形美觀、方便使用,便于銷售等特點,此外對于藥片包裝還有不會互混服用,不會浪費等優點。所以這種包裝方式近年來發展很快。
一、常見的泡罩包裝結構
由于泡罩包裝的迅速發展,目前市場上出現了越來越多的泡罩結構,如圖2-10-1所示,圖中:
a.泡罩直接封于襯底。
b.襯底插入特別的槽中。
c.壓穿式泡罩。
d.罩泡封于沖有孔的襯底上。
e.泡罩或淺盤插入帶槽的襯底后封口。
f.襯底有蓋片可關合。
g.襯底有一半可折疊,可將產品立于貨架上。
h.自由取用商品而勿需打開泡罩。i.雙面泡罩,襯底為沖孔式。
j.全塑料無襯低條狀包裝。
k.雙層襯底的泡罩包裝。
l.分隔式多泡罩包裝。
m.全塑料或雙泡罩無襯底的泡罩包裝。

圖2-10-1 常見的泡罩包裝結構
二、泡罩包裝材料的選用
從泡罩包裝的結構來看,它主要由熱塑性的塑料薄片和襯底組成,有的還用到粘合膠或其他輔助材料。
(一)塑料薄片
能用于泡罩包裝的塑料薄片有許多種類,其中每種除了其主要材料本身所有的特征和性能外,還由于制造工藝和所用添加劑的不同,又賦予塑料薄片其他一些特征,如厚度、抗拉強度、延伸率、光線透過率、透濕度、老化、帶靜電、熱封性、易切斷性等。同時,被包裝物品的大小,重量價值和抗沖擊性以及被包裝物品的形態,如是否有尖和棱角等都會影響泡罩包裝的效果,因此在選用泡罩包裝的材料時就要考慮塑料薄片和被包裝物品的適應性,即選用材料要達到泡罩包裝的技術要求,同時盡量降低成本。
通常,泡罩包裝用的硬質塑料片材有纖維素、苯乙烯和乙烯樹脂三類。其中纖維素應用最普遍,有酯酸纖維素、丁酸纖維素、丙酸纖維素。它們都具有極好的透明性和最好的熱成型性,有好的熱封性以及抗油和脂的透過性。但纖維素的熱封濕度一般比其他塑料片要高些;定向拉伸苯乙烯透明性極好,但抗沖擊性差,容易破碎,低溫時則更明顯,但它具有較好的熱封性;乙烯樹脂價格一般比苯乙烯便宜,有硬質的,也有軟質的。它與帶涂層的紙板可以很好的熱封,透明性受添加劑的影響,有的較好有的極好,加入增塑劑后可提高耐寒性和沖擊強度。此外還有復合材料的塑料薄片,如聚氯乙烯/聚偏二氯乙烯、聚氯乙烯/聚乙烯、聚三氟氯乙烯/聚氯乙烯、聚氯乙烯/聚偏二氯乙烯/聚氯乙烯等。包裝需高阻氣性和蔽光的產品時,應采用塑料薄片和鋁簿復合的材料;包裝食品和藥片則需采用無毒的塑料薄片。
(二)襯底
襯底也是泡罩包裝的主要組成部分,同塑料薄片一樣,在選用時必要考慮被包裝物品的大小,形狀和重量。
襯底主要有白紙板,B型和E型涂布(主要是涂布熱封涂層)瓦楞片、帶涂層鋁箔和多種復合材料等幾種,其中最常用的是白紙板。白紙板是用漂白亞硫酸木漿制成的,也有用廢紙和廢舊新聞紙為基層上復白紙的。紙板襯底的表面必須潔白有光澤,適印性好,能牢固地涂布熱封涂層,同時還必須與泡罩封合后具有好的抗撕裂結合力。白紙板襯底的厚度范圍為0.35~0.75mm;常用的為0.45~0.60mm。
三、泡罩包裝方法的選擇
泡罩包裝的泡罩、空穴、盤盒等有大有小,形狀因被包裝物品的形狀而異;有用襯底的,也有不用襯底的。同時由于包裝機械成型部分,加熱部分,熱封部分等的多樣性,造成包裝機械種類的繁多,所以泡罩包裝有多種,但我們都可以按操作方法將泡罩包裝分為手工操作和機械操作兩大類。
(一)手工操作
這種方法適用于資金不足,勞動力充足的地區的多品種小批量生產。泡罩和襯底是預先成型印刷沖切好的,包裝時用手工將商品放于泡罩內,蓋上襯底,然后放在熱封器上封接。有些商品對潮濕和干燥不敏感,可以直接采用釘書機釘封。
(二)自動化機械操作
盡管包裝機械的種類繁多,但其設計原理大致是相同的,典型的泡罩包裝機械都必須有熱成型材料供給部位、加熱部位、成型部位、充填部位、封合部位、沖切部位、成型容器的輸出和余料收取的部位,其包裝操作過程見圖2-10-2所示。(a),首先從塑料薄片卷筒將薄片輸送到電熱器下加熱使之軟化。(b)將加熱軟化的薄片放在模具(只用陰膜)上。然后從上方向模具內充壓縮空氣,使薄片貼于橫具壁上而形成泡罩或空穴等。如果泡罩或空穴不深,薄膜較薄時,則用抽真空的方法,從模具底部抽氣,吸塑成型。(c)成型后取出冷卻,充填被包裝商品,并蓋上印刷好的卡片襯底。(d)在襯底和泡罩四周進行熱封。(e)沖切成單個成品。而全自動化生產線除了以上操作過程外還加有充填檢測與廢品剔除裝置、打印裝置以及裝說明書和裝盒等,使生產更加趨于完備。全自動機械操作適合于單一品種大批量生產,不僅生產率高,成本低,而且符合衛生要求,因此藥品和小件商品包裝應用最多。
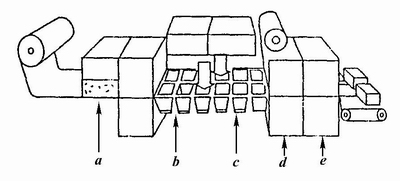
圖2-10-2 典型泡罩包裝過程
返回目錄頁
|

