《質量、環境、職業健康安全一體化管理體系典型案例》
主講/辛巧娟

程序文件(17)——生產和服務提供控制程序
1 目的
為保證滿足顧客的需要并使產品實現符合環境和職業健康安全要求,對生產和服務提供所有活動進行控制。
2 適用范圍
適用于本公司對產品生產和服務提供過程的控制。
3 職責
3.1 生產計劃部負責歸口本程序的控制。
3.2 各管理部門按職責分工對生產和服務提供活動提供支持。
3.3 各車間負責相應的產品生產和服務提供。
3.4 生產副總經理監督、指導本程序的實施。
4 工作程序
4.1 生產和服務提供的控制
策劃并在受控條件下進行生產和服務提供。受控條件應包括如本程序《附錄A生產和服務提供流程》所示的內容。
4.2 獲得產品特性的信息
4.2.1 產品特性的信息來源千產品實現策劃的輸出(見《綜合管理手冊》7.1)、按《設計和開發控制程序》給出的“設計和開發輸出”、按《與顧客有關的過程控制程序》給出的“與產品有關要求的評審”結果等。
4.2.2 技術開發部完成相應的設計和工藝準備工作,輸出指導生產和服務提供必需的圖樣、產品標準、工藝文件、作業指導書、驗收準則、各類明細表等文件資料。
4.2.3 各管理部門按《文件控制程序》的規定,向相關車間提供關千生產和服務提供中的文件和記錄表格。
4.3 生產計劃編制和生產準備
4.3.1 生產計劃的編制:
(1) 生產計劃部根據市場情況分析、接收的合同(訂單)和庫存情況,按《生產計劃管理規定》編制《年度生產計劃》、《月度生產計劃》,并下達到各相關部門。
(2) 《月度生產計劃》需明確各部門的具體任務,各部門使用的相關技術文件向技術開發部領取。
(3) 在生產計劃執行過程中,生產計劃部可按實際情況對其進行變更,生產計劃變更后應及時通知相關部門。
4.3.2 根據生產計劃進行生產準備:
(1) 物資供應部按照《采購控制程序》的規定,實施原材料、標準件和配套件的采購。
(2) 設備保障部按照《設施和設備管理程序》的規定,保證生產設施、設備和工藝裝備處于正常工作狀態。
(3) 綜合管理部按照《監視和測橇設備控制程序》的規定,保證監視和測量設備處于正常工作狀態,并按照《產品的監視和測量控制程序》的規定進行進貨檢驗或試驗。
(4) 設備保障部協同車間按照《工作環境管理程序》的規定,確定并提供適宜的工作環境,確保各作業區域環境整潔,有適當的安全標識,通道暢通,對各類物品實施定置管理。
(5) 人力資源部協同車間按照《人力資源控制程序》的規定,對生產操作人員進行相關培訓,使其掌握崗位需求的技能,并強化其意識。
(6) 各車間的準備:
①新產品投產時,應對與產品生產相關的人員、生產設備(包括工藝裝備)、檢測設備、原材料(包括配套件)、文件(包括圖樣、工藝文件、作業指導書等)和記錄表格進行逐一檢查,以保障生產和服務活動的受控;
②老產品連續生產時,應結合日常檢查發現的問題對涉及生產和服務活動的“人、機、料、法、環”等環節按照《糾正和預防措施控制程序》的規定進行持續改進。
4.4 生產過程控制
4.4.1 根據生產計劃各車間進行相關的生產活動:
(1) 領取相關技術文件(如圖樣、工藝文件、作業指導書等) 。
(2) 填寫“物資領用單“領用原材料、標準件、配套件或相關半成品。
(3) 使用隨加工件流轉的“隨工單”并按《記錄控制程序》的規定,記錄各零部件的加工、裝配流程。
(4) 對檢驗合格的半成品或成品,填寫《物資入庫單》,辦理入庫手續。
4.4.2 生產活動中應遴守工藝紀律,執行《工藝管理規定》,關鍵工序執行相關的工藝規程,如《焊接工藝規程》和《熱處理工藝規程》等。
4.4.3 在生產過程中實施各項監控活動:
(1) 各車間負責人確保各項生產條件(人員、設備、量具、材料、作業方法、作業環境、作業安全等)的狀態與相關規定一致,如出現問題應及時處理。
(2) 各班組長負責對本班組人員進行安全、文明生產教育,要求正確使用和操作設備等,防止野蠻作業。
(3) 綜合管理部派出檢驗員按照《產品的監視和測量控制程序》和相關檢驗規程的規定進行各工序的專檢,按照《不合格品控制程序》的規定對不合格品進行處置。
(4) 加強關鍵工序的控制:
①技術開發部確定的關鍵工序應在工藝文件中做出“關鍵工序”標識,并規定相應的控制要求。
②車間技術人員應對關鍵工序實施重點監督,指導作業人員按要求操作。
(5) 生產計劃部將關鍵工序和特殊過程作為監控點,并對其進行工藝紀律檢查,發現問題按照《糾正和預防措施控制程序》處理。
4.5 生產和服務過程的確認
4.5.1 當產品生產過程的輸出不能由后續的測量或監控加以驗證、或開展的驗證活動不經濟時,生產計劃部應對這樣的過程(或稱特殊過程)進行確認。確認應證實過程實現所策劃的結果的能力。本公司涉及的需要確認的生產和服務過程為壓力容器焊接和滾動軸承零件滲碳熱處理過程,熱浸鋁電鎖為外包過程。
4.5.2 對需確認的過程的安排包括:
(1) 公司規定需確認過程的評審和批準準則:
①焊接過程的評審和批準準則為:《承壓設備焊接工藝評定》、《壓力容器焊接規程》、《承壓設備產品焊接試件的力學性能檢驗》;
②熱處理過程的評審和批準準則為:《滾動軸承零件滲碳熱處理質量標準(含粗大碳化物、滲碳表面層猝回火組織、心部組織、網狀碳化物評級圖)》。
(2) 對設備的認可和人員資格的鑒定:
①通過初步試焊和試熱處理,檢驗試驗件的性能,分別對壓力容器焊接和滾動軸承零件滲碳熱處理使用的電焊機和熱處理爐達到的能力進行認可;
②焊接人員通過專業機構的焊接人員培訓,取得相應資格后上崗;熱處理人員通過內部培訓,經考核合格后上崗。
(3) 根據焊接工藝評定的結果編寫《壓力容器焊接工藝規范》,根據熱處理試驗評價結果編寫《滾動軸承零件滲碳熱處理工藝規范》,供操作人員使用。
(4) 編制焊接和熱處理記錄表格,操作人員按規定進行施工記錄。
(5) 發生下列情況時,應對特殊過程進行再確認:
①焊接或熱處理工序質量發生較大問題時;
②影響工序的因素發生變化時(如過程參數有重大變更,設備進行了大修等);
③連續工作三年以上時。
(6) 零件的熱浸鋁電鎖外包過程,應要求外包方以《鋼鐵熱浸鋁工藝及質量檢驗》為準則進行過程確認。外包方為公司進行電鎖的人員、設備和工藝規范需經公司綜合管理部同意,交付時應附相關電鎖作業記錄。
4.6 標識和可追溯性控制
綜合管理部負責標識、可追溯性和批次管理,各車間實施所需的具體控制工作。可行時,技術狀態管理可作為保持標識和可追溯性的一種方法。
4.6.1 產品標識
(1) 為防止不同類型產品混淆,適當時在產品實現的全過程中進行產品標識,以避免誤用類似產品。
(2) 使用適宜的方法進行產品標識的,如標簽、標牌、色標、印章、記錄(如《物料標識卡》、《出庫單》、《隨工單》、《成品合格證》)等,采購產品時可采用原標識。
4.6.2 狀態標識
(1) 為防止不同狀態產品的混淆,在產品實現的全過程中必須進行狀態標識,以避免誤用了不合格品。
(2) 一般檢驗狀態有待檢、合格、不合格、已檢待定。
(3) 狀態標識的方法應簡便易行,如標牌、標記、標簽、印章、區域、記錄等。
(4) 對因生產急需來不及檢驗或檢驗結果未知而需要放行的產品,在《隨工單》上需標識”緊急放行”。
4.6.3 可追溯性管理
(1) 當合同、法律法規要求、公司自身需要(如顧客因質量問題引起投訴的風險等)或質量控制要求(如可“追回“管理)時,應對產品實施可追溯性管理。
(2) 為實現產品和服務的可追溯性,可記錄產品的唯一性標識。
(3) 本公司產品的追溯路徑見下圖l。
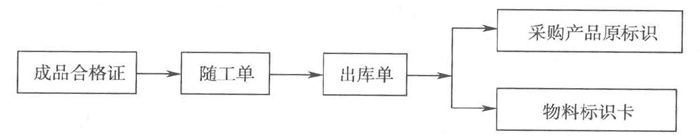
圖1 產品的追溯路徑
4.7 顧客財產控制
4.7.1 本公司的顧客財產為顧客提供的原材料或知識產權。
4.7.2 顧客財產的識別、驗證、保護和維護:
(1) 物質供應部負責識別顧客財產并對其進行驗收、記錄和傳遞,本公司的驗證不能免除顧客提供合格產品的責任。
(2) 相關車間負責顧客財產的使用、標識、保護和維護。
(3) 公司控制期間如發現顧客財產不合格,應及時反饋給顧客并協商處理。
4.7.3 對千顧客的知識產權,如產品規范、設計圖樣或樣件等,應進行保密控制。對顧客提供的有關產品技術文件等,應按《文件控制程序》進行控制。
4.8 產品防護控制
4.8.1 對于產品從接收、內部加工、放行、直到交付到預期目的地的所有階段,應防止產品污染、損壞和錯認。
4.8.2 應針對顧客的要求及產品的符合性對其提供防護,應包括標識、搬運、包裝、貯存和保護等。
4.8.3 防護標識控制
成品包裝箱上應標注以下內容:
(1) 產品名稱、生產廠名廠址、產品型號凈重、批號和裝箱日期等。
(2) 防潮、小心輕放等標志。
4.8.4 搬運控制
產品所在現場的負責人應根據產品的特點,使用適宜的工具并采用合理的方法進行搬運,應考慮:
(1) 不得破壞包裝,防止跌落、損傷、污染。
(2) 搬運過程中注意保護好產品,以防止損壞。
4.8.5 包裝控制
(1) 綜合管理部負責確定產品包裝材料和包裝要求。
(2) 車間在包裝過程中,應注意核對《成品合格證》、產品資料,保持產品外觀清潔,并進行正確包裝標識。
4.8.6 貯存控制
(1) 產品銷售部應編制《倉庫管理規定》,規范倉庫管理,按規定碼放,對有貯存期限要求的物品,保證先入先出。
(2) 倉庫應配置適當的消防設備,通風設備,以保持安全適宜的貯存環境。
(3) 所有貯存物品應建立《倉庫物資臺賬》,倉庫應定期做好賬務清理,保持賬、物一致,倉庫人員應常查看庫存物品,發現異常及時通知相關部門處理。
4.8.7 保護控制
在生產和服務提供的全過程中采取相應的保護措施,防止產品的損壞、變質或誤用,以確保交付給顧客的產品符合要求。如防潮、防水、防火等的保護控制。
4.9 放行、交付和交付后的活動
4.9.1 放行控制
在公司內部生產和服務過程中,前一道工序不符合規定要求不得轉入下一道工序,除非經授權人批準。
4.9.2 交付控制
產品銷售部應確保公司交付給顧客的產品符合如下規定:
(1) 符合合同要求和相關法律法規要求。
(2) 提供相關檢驗或試驗結果以及故障排除情況等文件。
(3) 必要時,提供有關最終產品技術狀態更改的執行情況。
(4) 按規定簽署的產品合格證明文件。
4.9.3 售后服務
(1) 產品銷售部負責產品的售后服務活動,售后服務活動應按合同或有關法規要求,對售后服務活動的實施、驗證和報告做出規定,適用時包括:
①提供技術培訓或咨詢;
②委派技術人員到現場服務;
③提供相應的技術或資源(相關資料或備品備件)等。
(2) 按照《顧客和相關方滿意評價程序》的規定進行其他服務活動。
5 相關文件
5.1《文件控制程序》
5.2《記錄控制程序》
5.3《人力資源控制程序》
5.4《基礎設施管理程序》
5.5《工作環境管理程序》
5.6《與顧客有關的過程控制程序》
5.7《設計和開發控制程序》
5.8《采購控制程序》
5.9《監視和測量設備控制程序》
5.10《顧客和相關方滿意評價程序》
5.11《產品的監視和測量控制程序》
5.12《不合格品控制程序》
5.13《糾正和預防措施控制程序》
5.14 《牛產計劃管理規定》
5.15《工藝管理規定》
5.16《焊接工藝規程》
5.17《熱處理工藝規程》
5.18《倉庫管理規定》
5.19《承壓設備焊接工藝評定》
5.20《壓力容器焊接規程》
5.21《承壓設備產品焊接試件的力學性能檢驗》
5.22《滾動軸承零件滲碳熱處理質量標準》
5.23《鋼鐵熱浸鋁工藝及質量檢驗》
6 記錄表格和報告
6.1 《年度生產計劃》(略)
6.2 《月度生產計劃》(略)
6.3 《物資入庫單》(略)
6.4 《物料標識卡》(略)
6.5 《出庫單》(略)
6.6 《隨工單》(略)
6.7 《成品合格證》(略)
6.8 《倉庫物資臺賬》(略)
7 附錄
附錄A 生產和服務提供流程(略)
返回目錄

