《鋼桶制造技術》
楊文亮 辛巧娟 編著
第十三章 鋼桶卷封裝配工藝
第四節 卷封工藝常見缺陷及解決方法
對于鋼桶卷封工藝,一般的技術要求有:
1.卷邊表面平整、光滑;
2.卷邊不能有抽絲、起毛、二道壓痕等。
3.卷邊不能有“鐵舌”。
4.卷邊縫隙內應充滿具有彈性的密封膠。
5.在卷邊過程中,無論采用何種方式涂覆密封膠,是采用機械噴膠方式還是手工噴涂方式,都要求密封膠覆蓋均勻、無遺留、保證在卷邊完成之后,卷邊卷層的縫隙內充滿密封膠。
對于卷封工藝常見的缺陷及解決方法,我們以目前國內常采用的三重卷邊形式分析如下:

圖13-18 卷邊背部出硬棱
一、卷邊背部出硬棱
如圖13-18所示,鋼桶生產過程中,有時出現裝配完成的鋼桶卷邊背部有硬棱,嚴重時不能順利卸桶,甚至鋼桶包卷邊壓盤上。發生問題的原因及解決方法如下:
1.托底頂輥太低
托底頂輥輪本應安裝在卷邊滾輪一側,且上端略低于卷封壓盤為好,由于安裝的太低或緊固托輥螺栓松動,使托輥起不到托桶底頂作用,這時會產生出硬棱問題。此時,往上提托輥或重新緊固螺栓,硬棱即可消失。
2.卷封壓盤不正
由于卷封盤安裝不正,旋轉時即發生跳動,此時桶卷邊易出現半圈硬棱。重新調整卷封盤,使跳動消失,硬棱也隨之消失。
3.卷封壓盤磨損
長時間連續生產,卷封壓盤上端銳角磨損到一定程度時,也會發生出硬棱現象。多次補焊的卷封盤,由于焊后淬火不均,生產時盤會局部掉角,亦會發生此問題。應及時更換新的卷封壓盤。
4.桶身焊縫搭邊過寬
國產焊機桶身搭邊較寬,此時卷封滾輪調對的緊一些的話,即可發生直縫與卷邊環縫交接處(三角區)背部出硬棱。如稍將輪的調節絲桿調松一些,問題即可排除。

圖13-19 削磨頂部
二、削磨頂部
如圖13-19所示,卷封時,卷邊頂端整圈或局部磨削和損壞。造成問題的原因及解決方法如下:
1.卷封滾輪槽形不正確
根據經驗得知,當卷封滾輪槽形曲線起始斜度較大時,容易產生磨頂缺陷。當用這種滾輪卷邊對較薄鋼板(0.8mm)可能有利,主要是可使卷邊卷得緊一些,但調的過緊也可發生磨頂問題。故應注意將滾輪調得松緊適宜。在生產厚板(1.2mm)鋼桶時,不宜使用此種斜度的滾輪。
2.滾輪潤滑不良
有的鋼桶在卷封裝配之前,桶身和桶頂底經過除油處理,使鋼板表面油脂脫落,故卷封時,滾輪與鋼板摩擦力加大,以致削磨頂部。生產速度很高的臥式封口機更易發生此類問題。在卷封時,往滾輪曲線部位噴涂皂液,增加潤滑,可避免此問題發生。
3.托輥位置不當
桶底頂托輥安裝過高,或離卷封壓盤距離太近時,可出現磨頂問題,適當調整后,可恢復正常生產。

圖13-20 桶身邊外翻
三、桶身邊外翻
如圖13-20所示,桶身邊外翻,又稱鐵舌。造成問題的原因及解決的方法如下:
1.桶身翻邊處變形
桶身翻邊后在工序間運輸和周轉過程中,致有些桶翻邊處磕碰變形。又因裝配前,變形部位沒用木錘修平,致卷封后出現桶身邊外翻問題。只有采取有效措施,防止桶邊磕碰,方是解決問題的根本方法。
2.桶底頂托輥(軸承)安裝過高
操作臥式卷封裝配機是時,有時卷邊出現大于100mm的較長鐵舌(沿卷邊外圈的鋼桶直徑上),且斷續發生,此時就判斷為支撐桶頂底邊的托輥(軸承)安裝過高。由于托輥位置超出卷封壓盤底平面過多,鋼桶夾緊后,雖然卷封滾輪還沒動作,桶身邊就已彎曲翹起,以至卷封后出鐵舌。此時應將托輥向后調,適量后,出鐵舌問題即消滅。

圖13-21 桶頂底邊外翻
四、桶頂底邊外翻
如圖13-21所示,桶底頂與桶身卷封時,有一小段不能勾住桶身翻邊,而露在卷邊外,也稱為鐵舌。造成問題的原因及解決的方法如下:
1.桶頂底邊緣變形
桶頂底邊緣在沒裝配前就因碰撞而翹起,組裝時又沒將變形部位整平,即發生此問題。應采取有效措施,防止磕碰桶頂底邊緣。
2.桶身翻邊裂后補焊量過大
桶身經翻邊后,往往在焊縫處產生裂紋,采用氣焊補焊修復時,如用鐵水過多,此處變厚。卷封時過厚的翻邊將桶頂底邊緣向外排擠,使直縫與環卷邊交接處出現鐵舌。為防止出現鐵舌,補焊時盡量少點鐵水,并將過厚的部分用手砂輪磨平。

圖13-22 鐵舌和削絲
五、鐵舌和削絲
如圖13-22所示,出鐵舌和削絲現象有時同時發生,有時也可單一出現,但和前面提到的第三種、第四種出鐵舌有區別,后者為整圈出鐵舌和削絲。發生問題的原因及克服的方法如下:
1.用錯卷封滾輪
此問題多發生在品種多,規格多的鋼桶裝配車間。例如所生產的鋼桶料厚為1.2mm厚,借用1mm板厚的卷封滾輪,當卷封滾輪進到一定程度時,即發生此問題。其原因是滾輪凹槽容不下卷邊材料,故應杜絕亂用卷封滾輪,并應做好卷封滾輪的標記保管工作。
2.卷封滾輪槽形曲線不合要求
當滾輪曲線設計不正確時、淬火不當及機械加工后曲線不符合樣板時,易發生削絲現象。克服的方法:削絲嚴重時應更換新滾輪。輕微時,可將滾輪軸鎖緊螺母放松幾扣,使滾輪有一定的擺動量,當滾輪磨損到一定程度后,問題自然消滅。
3.二道成形滾輪調位不當
卷封時使用的二道成形滾輪,當滾輪圓弧底部低于卷封壓盤平面太多時,可發生出整圈鐵舌,此時應將輪上調,整圈出舌即可消失。

圖13-23 桶身翻邊鉤不到頭
六、桶身翻邊鉤不到頭
如圖13-23所示,為桶身翻邊鉤不到頭的缺陷,造成問題的原因及克服方法如下:
1.臥式卷封裝配機兩卷封壓盤距離超過規定值
因調整不當,兩卷封壓盤距離超過規定值時,會造成成品桶尺寸超高。超高是造成桶身翻邊鉤不到頭的原因之一,故班前應檢查壓盤距離尺寸是否正確。在鋼桶生產中,也應經常檢測成品桶高度尺寸,發現問題及時調整設備。
2.氣缸壓力不足
當壓盤壓力來自氣缸時,壓力不足可造成鋼桶尺寸超高,故應避免在氣壓壓力不足時開車生產。
3.桶身翻邊不均勻
當桶身翻邊不規整,尤其是出現兩頭翻邊尺寸不一樣時,卷封后翻邊尺寸小的一頭可出現整圈鉤不到頭的問題。故應嚴格控制翻邊工序的工藝尺寸。

圖13-24 桶頂底邊緣鉤不到頭
七、桶頂底邊緣鉤不到頭
如圖13-24所示,桶底頂邊緣鉤不到頭,造成缺陷的原因及克服方法如下:
1.卷封滾輪凹槽磨損
卷封滾輪經較長時間使用后,其凹槽因磨損變的寬大,如仍繼續使用,桶頂底的邊緣前端無法再向里鉤入,二道輪成形后,卷層立即出現鉤不到頭的問題。此時應更換新輪。
2.卷封滾輪調節絲桿后移
比較陳舊的卷封機,由于機械震動可引起調節絲桿后退,卷封滾輪不能有力地將鋼桶卷邊卷緊,即出現桶頂底鉤不到頭的缺陷。此時應對設備進行改進,增加絲桿鎖緊裝置。
3.桶頂底沖壓后因缺角而不圓
沖壓車間生產的桶頂底,由于某種原因使邊緣有缺口,故卷封后,此缺口部位則不能鉤到頭。保證半成品質量,發現有缺陷的桶頂底不讓它進入裝配工序,可避免此問題發生。

圖13-25 內部自卷
八、內部自卷
如圖13-25所示,為內部自卷缺陷。造成原因及克服方法如下:
1.桶高尺寸過小
臥式卷封裝配機兩卷封壓盤距離小于規定值時,可迫使桶身翻邊尺寸加寬,致使卷層內出現自卷缺陷。解決方法:調試好設備,再開車生產。
2.氣缸壓力過大
在多產品生產的情況下,立式氣動卷封機上氣缸壓力隨品種用料薄厚而適當增減。當某一品種桶用氣壓力超過規定值時,即可發生內卷現象,故應注意調節氣壓。在更換品種時,更應注意調節氣缸壓力。
3.桶身翻邊不良
桶身翻邊的正確與否,對卷邊質量影響甚大,尤其是滾壓翻邊時,調試不當,致桶身翻邊一頭寬一頭窄。卷封后,過寬的一端可出現自卷缺陷,所以必須保證翻邊工藝尺寸的正確。

圖13-26 卷邊一頭寬一頭窄
九、一頭寬一頭窄
如圖13-26所示,是一頭寬一頭窄缺陷,造成問題的原因及克服的方法如下:
1.二道滾輪使用不當
卷封滾輪將卷邊卷成后,再用二道滾輪滾壓成所需要的形狀,并將卷封層壓緊。如二道滾輪調整不當或位置固定不準確,其卷邊可發生一頭寬一頭窄的缺陷。為防止缺陷,鎖緊螺母將二道滾輪調整合適,問題就能解決。
2.二道滾輪槽形不正確
設計卷封機卷封壓盤時,其工作面帶有錐度。故在設計二道滾輪時也應有相同的錐度,以保證卷壓后的卷邊形狀是合適的,反之則出現一頭寬一頭窄的缺陷,故設計時應注意這一問題。

圖13-27 內側劃出溝痕
十、內側劃出溝痕
如圖13-27所示,這種缺陷多發生在立式卷封機上,是操作者違反操作規程所致。把二道滾調得很緊,又不等其動作完成,即將上壓盤退出,此時二道滾仍緊緊地頂著卷邊,桶卻傾斜而下,即造成卷邊內側劃出劃痕。溝痕一般為多半圈,嚴重時可將鋼板劃破。如卷邊未被劃破,但卷層內可出現一橫向空隙,降低了鋼桶的防滲漏性能,所以在杜絕錯誤操作的同時,還要求正確的調整設備。
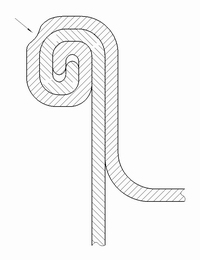
圖13-28 外側劃出溝痕
十一、外側劃出溝痕
如圖13-28所示,這種缺陷多發生在臥式卷封機上,產生的原因是操作者違反操作規程。由于二道滾輪正處于工作狀態時,操作者卻按動設備的下一個動作開關,使卷封盤過早地分離。二道滾輪槽劃著卷邊外側,將其劃出一道斜溝,長可大于圓周的1/3,且不易補焊。為克服此缺陷,應改進操作,待動作完成后再按下一個動作的控制開關,也可把控制設備動作的電器開關搞成自動連續式。

圖13-29 外側面出凸鼓
十二、外側面出凸鼓
如圖13-29所示,發生缺陷的主要原因是:二道滾輪的工作面的中心部位磨損變形。因為這部位總是最先接觸頭道卷封滾輪卷好的卷邊,長期使用磨損,致其向內凹陷,出現環狀弧形溝槽,如仍繼續使用,會將二道滾輪壓出一凸鼓形狀,比時應將二道滾輪矛以更換。

圖13-30 外側面劃出不規則溝痕
十三、外側面劃出不規則溝痕
如圖13-30所示,卷邊外側面被劃出不規則的溝痕,這種問題多出現在生產能力較高的臥式卷封機上。由于卷邊滾輪內弧形磨損而發生畸形變化所致。卷封滾輪發生畸形磨損,一則由于本身材質問題,二則由于熱處理不良。
經熱處理的滾輪本應質地堅硬,并且硬度均勻。使用一段時間后,整個弧形磨損變得寬大。而熱處理不良的滾輪,其某一部位首先磨出凹陷的溝狀,且不規則。在卷封滾輪完成整個動作的過程中,不斷地削劃著卷邊,經二道滾輪壓形后,就出現了圖中看到的形狀。遇到此種情況應停機檢查卷封滾輪內弧曲線,發現問題及時更換。

圖13-31 橫向出現縫隙
十四、橫向出現縫隙
如圖13-31所示,為橫向出現縫隙的缺陷。這種問題是指卷層內不符合工藝標準又多出的一條縫隙。發生此問題與卷封滾輪的槽形曲線設計有關,有時發生在用料較厚的鋼板上。當卷封滾輪設計的回彎弧半徑較小,起始弧斜度較大時,鋼板要在較小的回彎弧內突然回彎,阻力增大,致其產生塑性變形,經二道滾輪壓形后即出現橫向縫隙。
同時需要指出的是,卷封機卷封盤轉速越慢,卷封滾輪進給整越快時,此問題的發生越明顯。故此時應改進卷封滾輪槽形曲線的設計。調整好與設備轉速的關系,同時還要顧及卷封滾輪的進給速度。解決此問題比解決其它缺陷要復雜一些。

圖13-32 磕撞受損
十五、磕碰受損
如圖13-32所示,是成品桶卷邊頂端撞擊在高速旋轉的卷封壓盤上,致其局部變形。
國產老式臥式卷封機,當桶卷封完畢后,設備的一側壓盤分離,旋轉的桶從另一側卷封壓盤上慢慢滾落而下,由鏈式輸送帶將其帶走。但有些時候,操作者想加快生產速度,當一側壓盤剛剛分離,不容桶的另一端全部脫離卷封壓盤,便按動鏈式輸送開關,桶則突然傾斜隨鏈條竄出。一端撞擊在分離壓盤上,碰壞處多為卷邊頂部。克服方法:及時糾正不正確的操作方法。
十六、卷邊尺寸超差
卷邊尺寸即指卷邊的寬度和厚度,卷邊尺寸超差的缺陷是日常生產中經常發生的。超厚和超寬均可影響鋼桶的使用性能,引起滲漏。卷邊超厚,加大了卷層垂直面間的縫隙,超寬則可以加大上下兩個空隙。
當卷封滾輪調得較松時,二道滾輪調的緊可發生超寬缺陷;反之則發生超厚缺陷。以上兩種問題均是人為因素造成,應提高操作者技水平和加強產品檢查工作。
需要指出的是:卷封滾輪使用時間過長,磨損加大后滾槽變寬,同樣可以造成超寬的問題,應及時更換卷封滾輪。
【返回目錄】

