《鋼桶制造技術》
楊文亮 辛巧娟 編著
第十三章 鋼桶卷封裝配工藝
第二節 鋼桶卷封裝配機
一、卷封滾輪的運動分析
為了形成二重卷邊或三重卷邊,作為執行構件的卷邊滾輪,相對于桶身必須完成某種特定的運動。
若卷封圓形桶,卷邊滾輪相對于桶身應同時完成兩種運動,即周向旋轉運動和徑向進給運動。
若卷封異形桶(如矩形桶等),卷邊滾輪相對桶身同時作三種運動,即周向旋轉運動、徑向進給運動和按異形桶外形輪廓作的仿形運動。
為使桶底頂與桶身的周邊逐漸卷曲變形,每卷封完成一只桶,其桶頂底卷邊滾輪需繞桶身旋轉多圈(相對運動),而實際有效圈數(從觸及桶頂底開始真正用于卷封工藝的圈數)應由單位進給量來確定,一般取頭道滾輪為每圈1mm左右,二道滾輪為每圈0.5mm左右(對于小桶而言)。
二、卷封裝配機的結構
目前,卷封裝配機有很多種類,大略地可分為立式的與臥式的兩大類。在國內,立式的卷封裝配機主要采用單頭、手動或半自動的簡單型式,因而應用的企業不多。近年來也有進口的全自動設備采用立式機,效率也非常高。國內眾多的企業所采用的大多數臥式卷封裝配機。臥式卷封裝配機可細分為雙頭雙驅動臥式卷封裝配機、雙頭單驅動臥式卷封裝配機以及單頭單驅動臥式卷封裝配機等類型。其中,被應用較多的主要是雙頭單驅動的臥式卷封裝配機。
兩道卷邊滾輪相對桶身所作的卷邊運動是由卷邊機構來實現的,由于實現這種運動有多種組合方式,因而出現了不同結構的卷封機構。
1.完成周向旋轉運動的結構形式
(1)桶身與桶頂底被固定不動,卷邊滾輪繞其旋轉。目前以馬口鐵制作的小桶卷封裝配機大都屬于這種結構形式。
(2)桶身與桶頂底繞軸自轉,而卷邊滾輪不繞桶作周向運動,如圖13-8所示為機構原理簡圖。該機構有立式和臥式兩種,臥式多用于200升閉口鋼桶的大批量定型產品的生產;立式多用于中型鋼桶的小批量不定型產品的生產,機構各部位均有較大的可調節量,但生產效率較低。
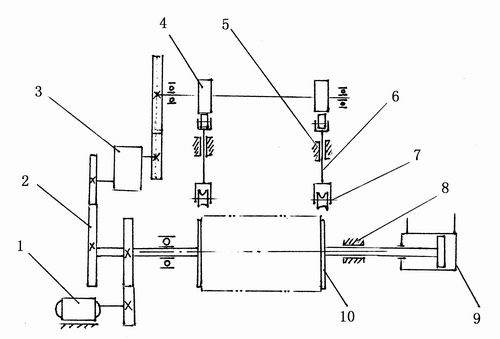
1—電動機;2—傳動齒輪;3—減速器;4—凸輪;5—滑軌; 6—滾輪頂桿;7—滾輪;8—滑套;9—夾緊氣缸;10—夾桶盤
圖13-8 臥式卷封裝配機
對于小型桶的卷封,多采用桶身和桶頂底固定不動,滾輪作周向運動的機構。其結構形式有三種:偏心套筒做原動件、行星齒輪偏心銷軸用原動件、凸輪作原動件。
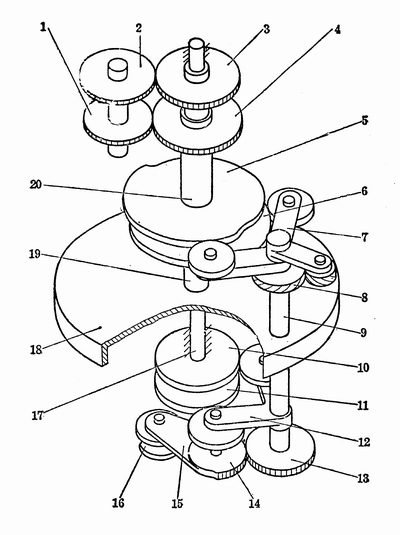
如圖13-9所示為圓柱形小桶卷封裝配機行星齒輪卷封機構示意圖。桶身被夾緊在上下壓頭7、8之間,并由行星齒輪2帶動自轉,從而完成相對于卷邊滾輪6的周向旋轉運動。

1—中心齒輪;2—行星齒輪;3—上轉盤; 4—擺桿;5—固定凸輪;6—卷邊滾輪; 7—上壓頭;8—下壓頭;9—下轉盤
圖13-9 行星齒輪卷封機構示意圖
2.完成仿形運動的結構形式
(1)以桶形靠模為作用件
這種結構形式一般有四組卷封機構。行星齒輪由大轉盤帶動繞中心軸公轉,在旋轉軌道旁裝一固定端面凸輪,控制從動桿作上下往復運動,從而使軸套沿滑鍵也作上下往復運動。通過凸輪斜塊控制擺桿擺動,從而使卷邊滾輪完成徑向進給運動。由于中心齒輪與大轉盤之間存在速差,因此卷邊滾輪又能完成繞桶的周向旋轉運動。
桶形靠模凸輪固定不動,其周邊形狀與所要卷封的異形桶(如方桶)相似或相同。當封盤繞桶身旋轉時,擺桿受靠模凸輪的控制而產生擺動。由于該擺桿鉸接在封盤上,又與另一擺桿鉸接在一起,從而使卷邊滾輪能完成確定的仿形運動。
(2)以非桶形靠模為作用件
前述桶形靠模在轉彎處曲率變化較大,使得卷邊滾輪在該處的慣性變化劇增,嚴重地影響了卷封質量,也限制了生產能力的提高。例如,卷封方形桶在從一條桶邊到另一條桶邊的轉角處,很容易出現卷封不緊、起皺紋、軋傷等不符合質量標準的現象。因此,有的卷封裝配機采用的靠模與所要卷封的桶形既不相同也不相似,而是將轉角曲率設計成變化比較緩和的形狀,以利提高卷封質量。該結構其它部分與采用桶形靠模為作用件的機構基本相同。
如圖13-10所示為異形桶卷封裝配機非桶形靠模的卷封機構示意圖。該機同樣有四只卷邊滾輪(一、二道各一對),圖中只畫了一只。齒輪3、4在同軸齒輪2、1的帶動下,以相同方向不同轉速轉動,又通過軸19、20分別帶動封盤18和共軛進給凸輪5、6轉動,從而使封盤上的軸9繞中心主軸旋轉。由于該軸固連著進給凸輪擺桿7和齒輪13,因此,當它們也繞中心主軸公轉時,則能相對封盤擺動,再通過齒輪13、14的嚙合傳動而使卷邊滾輪16作徑向進給運動。又由于不完全齒輪14鉸接在與軸9活套相連的靠模凸輪擺桿12上,這樣,在一對固定的共軛靠模凸輪10、11的作用下,遂強制不完全齒輪14既能自轉,還能繞齒輪13擺動。結果,卷邊滾輪即協調地完成了周向旋轉、徑向進給和仿形的復合運動。調節齒輪8是用來改變卷邊滾輪安裝的初始位置,松開軸9與擺桿7的連接,即可轉動調節齒輪,從而達到位置調節要求。
1、2、3、4—齒輪;5、6—共軛的進給凸輪; 7—進給凸輪擺桿;8—調節齒輪;9—軸; 10、11—共軛的靠模凸輪;12—靠模凸輪擺桿; 13—齒輪;14—不完全齒輪;15—卷邊滾輪擺桿;16—卷邊滾輪;17—固定軸;18—封盤; 19、20—軸
圖13-10 非桶形靠模卷封機構示意圖
三、卷封機構的受力分析
在卷封過程中,材料的變形已超出了彈性范圍而出現塑性變形;材料的彎曲不是在某一個平面內,而是沿著卷邊滾輪的曲線不斷變化;材料除有彎曲變形外,并且還有擠壓等變形。
鋼桶在卷封過程中,卷邊滾輪作用在鋼桶卷邊上的力P如圖13-11所示,它不與桶體的任何一根軸線及母線相平行,而是形成一個空間力系。

圖13-11 卷封力示意圖
按照力的分解,P力可分解為三個分力。即Px——沿鋼桶圓為邊緣的切向分力,N;Py——指向鋼桶中心軸方向的徑向分力,N;Pz——沿鋼桶圓柱體的母線的軸向分力,N。
則
 ???????????????????????????? (13-1)
???????????????????????????? (13-1)
Px的作用是使卷邊滾輪繞鋼桶的圓周旋轉的力;Py的作用是使卷邊滾輪向鋼桶中心徑向推進,并使鋼桶桶身與桶頂底接合邊緣,發生變形的主要作用力之一;Pz的力較小,它會使鋼桶產生脫離鋼圈的趨勢。但由于它較小,且有滾輪軸上的軸承的限位作用,與兩邊壓盤(鋼圈)對鋼桶的夾緊力相比,是很小的。
由于頭道滾輪和二道滾輪在卷邊時所受的力Px、Py、Pz的大小是不同的。根據有關方面測定的數據可以知道,二道滾輪卷邊時的主要分力Py的數值要比頭道滾輪卷邊時的Py值幾乎大一倍。這主要是由于冷作硬化的作用。在經頭道滾輪作用后,鋼桶材料的彈復極限提高了,而塑性卻降低了。這這種情況下,再用第二道滾輪滾壓,欲使材料繼續發生塑性變形的力必然是要增加了。所以計算時,一般都采用第二道卷邊的數值。由于Pz通常僅為Py的1/10,因此在計算時Pz值可以忽略不計。

圖13-12 二道滾輪卷封力分析圖
如圖13-12所示,是二道滾輪在卷邊過程中,滾輪與鋼桶的接合邊緣進行卷封時的受力情況分析圖。其中:ro——卷邊滾輪半徑;rcp——鋼桶卷邊時的平均半徑。
為使鋼桶卷邊能長期密封,二道卷邊要求壓緊到足夠緊密的程度,以致卷邊結束后不再發生彈性變形。在這種情況下,卷邊厚度比原來五層(或七層)板材的總厚度要少些,其差值在0.5mm(針對1.0mm七層卷邊)左右,而發生這種厚度縮減的區域大約占卷邊寬度的三分之二。
四、卷封裝配機常見問題及解決措施
如表13-1為常用臥式卷封裝配機常見問題及解決措施。
表13-1 卷封裝配機常見問題及解決措施
| 常見問題 |
產生原因 |
解決措施 |
卷封滾輪突然損壞 |
1、滾輪材質不合要求 |
1、更換滾輪材料 |
2、滾輪熱處理不當 |
2、正確進行熱處理,硬度不能過高 |
3、桶身翻邊或桶頂底尺寸超差或變形 |
3、控制桶身和桶頂底工藝尺寸 |
壓盤移動離合器接合不符合節拍 |
1、接合行程調節不當 |
1、正確調整行程 |
2、摩擦片磨損 |
2、重新調整或更換摩托車擦片 |
3、摩擦片間有油污 |
3、用汽油清洗 |
4、內芯銷子變形 |
4、修復或更換銷子 |
卷邊形狀及工藝尺寸不符合要求 |
1、滾輪槽磨損或失效 |
1、修磨或更換滾輪 |
2、桶身與桶頂底工藝尺寸不符要求 |
2、剔除不合要求的桶身與頂底 |
3、滾輪調整不當 |
3、重新調整滾輪 |
4、壓盤行程不當 |
4、調節行程 |
5、滾輪凸緣與鋼圈之間的間隙不當 |
5、調整間隙 |
卷邊破裂 |
1、滾輪破碎 |
2、更換滾輪 |
2、滾輪松動 |
2、調整滾輪螺母 |
3、滾輪軸松動 |
3、改進滾輪軸法蘭螺母與滾輪軸的配合以及調節螺母與滑塊活套孔的配合 |
壓盤墻板定位不當 |
卷封盤墻板的定位板彈簧斷裂 |
更換彈簧 |
卷邊出現鐵舌 |
1、滾輪槽形過小 |
1、更換滾輪 |
2、桶身與桶頂底變形 |
2、修正變形或剔除不合格品 |
【返回目錄】

