《鋼桶制造技術》
楊文亮 辛巧娟 編著
第十三章 鋼桶卷封裝配工藝
在鋼桶制造過程中,鋼板坯料在經過裁剪、磨邊、卷圓、焊接、翻邊、波紋成形、脹筋、桶底蓋成形等工序之后,就需要把桶身和桶底頂蓋卷封裝配起來,以形成一個完整的鋼桶成品。通常我們是采用機械卷邊方式來完成這樣的裝配。卷封裝配機(俗稱封口機、卷邊機)就是進行這一工序的專用設備。
鋼桶作為一種貯存和運輸各類(尤其是液體)貨物的包裝容器,一定要確保鋼桶內裝物(尤其是危險物品和高檔產品)的質量和安全。因此,卷封裝配機在將鋼桶桶身與桶底頂卷封成形的過程中,必須保證該卷封部位成形后具有一定的強度和剛性、以及良好的防滲漏、防泄漏能力,能滿足鋼桶成品在灌裝、貯存、運輸和搬運過程中所承受的各種重壓、碰撞、跌落等惡劣條件。
鋼桶承受各種惡劣條件的能力是鋼桶成品質量的一個重要的衡量標志。它幾乎綜合著除鋼桶外觀指標外的所有的工藝指標。而卷封工藝又是其中最為關鍵的一道工序。因為卷封后鋼桶卷邊情況的好壞,將直接影響到鋼桶成品品質的優劣。同時,它又是整個制桶工藝質量的最終反映。卷封加工涉及到鋼桶生產所使用的材質、鋼身裁剪的精度、焊接時焊縫兩頭的質量、翻邊、波紋、脹筋的尺寸變化和桶底頂的沖壓精度等情況、以及生產鋼桶所使用的胎具形狀、尺寸、硬度及卷封機的狀況等,都會影響到卷邊的質量,甚至于在人工操縱機械的情況下,操作人員的操作水平不太熟練,稍有疏忽,也會使卷邊出現質量問題。卷邊的質量除各種外部因素外,其自身的卷邊工藝的合理性和先進性也是十分重要的。在卷封時,如果采用不同的滾輪槽型也會形成完全不同的卷邊狀態。
目前,國際上對于運輸各種危險物品都有著嚴格的規定。除了規定危險品在灌裝、保存、運輸方式等方面必須符合各項標準之外,對于裝運危險物品的包裝容器的品質更是制定了明確而嚴格的標準。目前,國際上通用的《國際海上危險貨物運輸規則》(簡稱海運危規)就是一項對于海上運輸一般危險貨物的規則。它按照所運輸貨物的危險程度,將裝運各類貨物的包裝容器所必須達到的質量標準要求分為Ⅰ類、Ⅱ類、Ⅲ類標準。裝運Ⅰ類危險物品就必須用具有Ⅰ類標準品質的包裝容器來裝運該類物品。因此,國內鋼桶制造企業已廣泛使用三重卷邊技術替代了原先的二重卷邊工藝,大大地提高了我國鋼桶包裝容器的品質等級,以及危險貨物的出口運輸,提高我國包裝容器產品的形象,起到了重要而積極的作用。
第一節 卷封裝配成形工藝
鋼桶的卷封裝配的基本原理實際上與旋轉彎曲成形是一樣的。如圖13-1所示,為常見的臥式卷封裝配機的工作原理圖。先將桶底頂放于桶身上,然后用兩盤夾緊,并使桶身和桶底頂隨盤一起旋轉,再把卷邊成形滾輪靠上去,使桶底頂和桶身邊緣沿滾輪槽形曲線卷曲,當滾輪完全靠上桶身后,卷邊已基本形成。最后用二道修整滾輪靠上去,將卷邊壓緊,并消除回彈,使卷邊成為所需要的形狀。
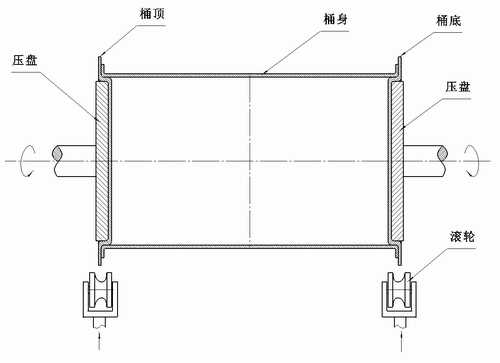
圖13-1 臥式卷封裝配機工作簡圖
一、卷邊的成形過程分析
1.卷邊的形成
卷封時,采用兩道滾輪依次進行滾壓作業,頭道滾輪如圖13-2所示(以二重卷邊為例),在未卷邊前的位置如圖中實線所示,頭道卷封結束后則如虛線所示。開始時,頭道卷封滾輪首先靠擾并接近桶蓋,接著壓迫桶蓋與桶身的周邊逐漸卷曲并相互鉤合。當沿徑向進給到卷封所需值時,頭道卷封滾輪便立即退出。接著二道滾輪繼續沿桶底頂邊緣移動,如圖13-3所示,二道卷邊開始位置如圖(a)所示,結束位置如圖(b)所示。二道卷封能使桶底和桶身的鉤合部分進一步受壓變形緊密封合。
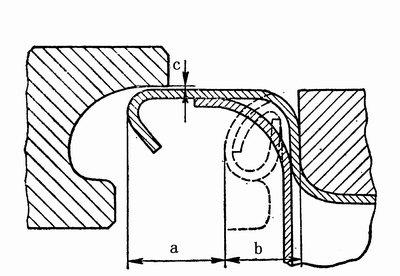
圖13-2 頭道滾輪卷封成形前后
由此可見,頭道和二道卷封滾輪的結構形狀顯然一同。通常,頭道卷封滾輪的槽形窄而深,而二道卷封滾輪的槽形則寬而淺,有些廠家把二道滾輪做成平滾輪,即無溝槽,效果也可以(限二重卷邊)。
圖13-2和圖13-3中,a為頭道滾輪進給距離;b為頭道成形后的卷邊厚度;c為滾輪調整間隙。

圖13-3 二道滾輪卷封成形前后
2.卷邊成形中的變形過程分析
鋼桶卷邊按其卷封層數分為二重卷邊和三重卷邊。在卷邊過程中,鋼桶的桶身和頂底蓋材料在兩道滾輪的連續作業下,經歷了一個從開始發生彈性變形階段到最后發生塑性變形階段的過程。通常卷邊滾輪的輪槽曲線都是由三部分組成的。為了區別,可以分別稱為直線導入段A、過渡圓弧曲線段B、卷邊工作段C。滾輪的輪槽曲線大致如圖13-4所示。
在二重卷邊中,我們都采用二個滾輪來完成整個的卷邊過程。由第一道滾輪來完成卷邊過程中的大部分彎曲變形,而把剩余的彎曲變形及全部的整形過程由第二道滾輪來完成。
在卷邊起始初期,鋼桶卷封部位即桶身和桶頂底蓋接合邊緣,進入頭道滾輪的輪槽之中(圖13-4)。在輪槽曲線的直線導入段A和部分過渡圓弧曲線段B內,材料受滾輪的滾壓,開始出現變形。如果這時,將滾輪和材料脫離接觸,鋼桶材料還會恢復其原來的狀況,即材料才開始發生彈性變形。這個由直線導入段和部分圓弧段所組成的使材料發生彈性變形的彈復變形區A段內,其大小取決于鋼桶所用材料的材質和所接觸的該區域內直線導入段的直線斜率以及圓弧的曲率大小。然而,在此之后,當頭道輪繼續下壓,材料與過渡圓弧段的接觸面將持續增加,過渡圓弧對材料的側向作用力不斷增大。材料在過渡圓弧曲線的滾壓作用下,發生較大的彎曲變形。當材料在滾輪的滾壓作用下所發生的彎曲變形,即使在滾輪和材料脫離接觸,材料也不能完全恢復原來的狀況時,材料就產生了塑性變形。這是由于材料在滾輪的滾壓作用下,材料內部所產生的應力大小已經超過了材料的彈性極限。該應力的大小已達到足夠使材料發生塑性變形的程度,為卷邊工作的順利完成做好準備。隨著卷邊頭道滾輪的繼續下壓,鋼桶卷邊部位的板材經過過渡圓弧曲線的B段,進入了卷邊工作段——C段。卷邊工作段是完成鋼桶卷邊的關鍵階段,在此段內,卷邊部位按預先設計的曲線完成卷邊的大部分工作。卷邊工作段的圓弧曲率半徑是根據板材的厚度、機械性能,和我們要求達到的卷邊形狀等因素決定的。例如:200升鋼桶的二重卷邊的頭道滾輪卷邊工作段曲率半徑的決定是依據其鋼板材料為低碳鋼,板厚為1.25mm,卷邊形狀為二重五層的矩形卷邊,而選取了曲率半徑R=2.5mm。如果上述的三個因素中的一個發生變化,那么滾輪卷邊工作段的曲率半徑也應隨之變化,從而獲得所希望的彎曲程度。在卷邊中,鋼桶半成品經過頭道滾輪的滾壓作用后,一般就能獲得大概的卷合形狀了。
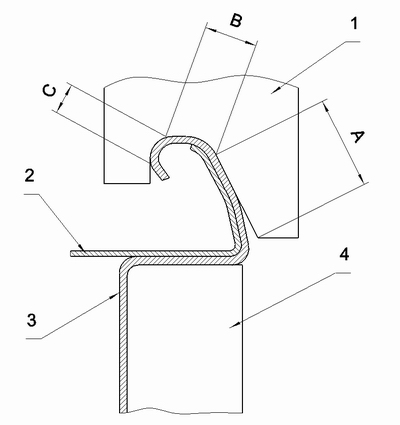
1—滾輪;2—桶身;3——桶頂底; 4—壓盤(鋼圈)
圖13-4 卷邊滾槽曲線的卷邊變形
鋼桶卷封工序經頭道滾輪作用后,雖然獲得了大致的卷封形狀,但其卷邊部位是松散的、不嚴密、不完整的。這并不能滿足作為金屬包裝容器對卷邊的要求。所以鋼桶僅采用一道滾輪卷封是不夠的,還必須經二道滾輪的進一步滾壓,才能完成整個卷封過程。
在二道滾輪對卷邊實施進一步滾壓之后,鋼桶卷邊部位的鋼材發生了更進一步的塑性變形,同時由于加工硬化的作用,最后使卷邊部位成為一個緊密的,具有足夠強度和鋼性的、并具有防滲漏及防泄漏性能的、按我們所設定的形狀的卷邊。
對于三重七層卷邊,由于桶身和桶頂底材料在卷邊成形中需要更多的彎曲變形,卷邊結合部位的尺寸較二重卷邊更大,也即卷邊時滾輪的進給距離更大,所以我們通常采用桶頂底先進行預卷的方法來進行預先卷邊,使其邊緣預先彎曲成一個曲率較大的形狀。這個經預卷所產生的變形,通常不能在第一、第二道滾輪上獲得。有的企業在鋼桶卷封裝配機上采用三道滾輪進行三重卷邊,用第一道滾輪先行實現桶頂底的預卷,再經第二、第三道滾輪更進一步的卷邊變形及整形后,就能得到七層卷邊。如圖13-5所示,是三重卷邊的形成過程,顯示了三重卷邊的三次卷封過程。其中1是卷封前的原始狀態;2、3是預卷滾輪逐漸對桶頂底中心移動時對桶頂底進行預卷的狀況;4、5、6、7是表示第一道卷邊滾輪逐漸向鋼桶中心進給時進行卷邊的狀況;8是表示第二道卷邊滾輪完成卷邊作業時的狀況。
在三重卷邊中,預卷所產生的變形一般有一個范圍。不能過大,也不能過小。變形過大,材料卷曲的太厲害,預卷變形形成一個近似小圓弧,留有的缺口太小,桶身翻邊凸緣在卷邊過程中不能良好地插入,同時由于變形所產生的冷作硬化作用過大,也不利于卷邊過程中的進一步變形。當然,變形過小,材料沒有彎曲到所需曲率,就不能起到預卷的作用。
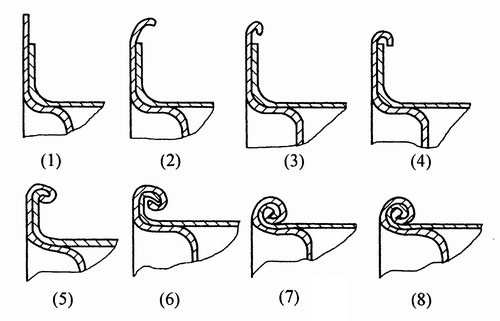
圖13-5 三重卷邊形成過程
三重卷邊和二重卷邊的形成過程,具有以下一些不同點:
(1)三重卷邊在卷邊成形中需經過更多的彎曲變形,以形成三重七層的圓卷邊;而二重卷邊所需的變形較少。
(2)三重卷邊一般都需三次卷封過程;二重卷邊則采用二次卷邊就夠了。
(3)三重卷邊要形成完美的七層,對卷邊部位的零件尺寸精度,以及滾輪槽型曲線形狀的要求更為嚴格;而二重卷邊的要求則相對較低。
【返回目錄】

