制桶工藝學
第五章 卷邊
第二節 卷邊工作參數的分析
5.2.1 主機工作參數分析
一、滾輪
1. 滾輪的行程
滾輪的上下移動是由牌坊上凸輪軸轉動后,帶動凸輪,在凸輪機構的作用下實現的。滾輪上下移動的距離稱為滾輪的行程。這個行程必須大于桶頂底蓋的翻邊寬度,并適當地留有一定的余量。
安裝滾輪的滑塊體是該凸輪機構中的推桿。滾輪的運動取決凸輪輪廓曲線的形狀。也就是說,凸輪的推程或回程就是滾輪的行程。見圖5-13,這是通常的卷邊二道輪的凸輪圖。由圖可見,在凸輪的引導下,滾輪的行程為h,即為凸輪最高位置值和最低位置值之差的絕對值。

圖5-13 凸輪圖
2. 滾輪的運動規律分析
安裝在滑塊體上并作為凸輪機構中推桿一部分的滾輪,其運動規律必須滿足于卷邊工藝的要求,即滾輪在凸輪的推程和回程中,必須先作快速進給運動,后作工進運動,再作快速返回運動。使滾輪能良好地完成整個卷邊動作。如前面所述的那樣,推桿的運動規律取決于凸輪輪廓曲線的形狀。所以,常用的滾輪壓下凸輪的輪廓曲線,通常就依據滾輪在卷邊時所作的三種運動,相應地被設計成由三種曲線段組成。在第一曲線段里,凸輪的輪廓曲線形狀使推桿作等加速運動、在第二曲線段里,凸輪輪廓曲線的形狀使推桿作等速運動,在第三曲線段里的輪廓曲線則沒有什么特殊的要求,能使推桿快速地退回原位便可。
設凸輪以角速度的作等速運動,凸輪轉過角度δ。
則在第一曲線段內,滾輪作等加速運動時的運動方程為:

式中 s——滾輪(推桿)的位移;
v——滾輪運動速度;
δ1——完成第一曲線段時凸輪轉角;
δ——凸輪轉角;
h1——完成第一曲線段時滾輪的行程;
ω——凸輪的轉速。
在第二曲線段,滾輪工進時作等速運動時的運動方程為:

在一、二這兩段曲線段中,我們由推桿的運動方程式可以知道,推桿在作等加速運動與等速運動時,在運動開始和終止的瞬間,加速度或速度都有突變,因而會使凸輪機構受到極大的沖擊。推桿作等速運動,開始和終止時,其產生的剛性沖擊尤為嚴重,所以最好在第一曲線段內,采用正弦曲線來替代原來的拋物線曲線來達到快進的目的。而在第二曲線段的兩端,使推桿作正弦加速度運動,以避免沖擊,從而改善其動力特性。
二、活動牌坊的運動方式
活動牌坊的運動是由氣缸傳動來實現的。如圖5-14所示,利用一個鉸支固定在活動牌坊上的氣缸由活塞桿的運動帶動一個曲柄滑塊機構使牌坊在機座上作直線運動、當活動牌坊向內移動到工作位置時,機構中的曲柄與連桿處于同一直線上,即桿BC和DB成一水平線。這樣,即使卷邊機在工作時,對牌坊所產生的作用力很大,牌坊也不會向外移動。因為此時機構處于死點位置,傳給桿DB、BC的力都通過其回轉中心,保持相對穩定。從而保證了活動牌坊具有足夠的夾緊力和定位精度。

圖5-14 活動牌坊運動方式
5.2.2 輸送機構參數分析
一、輸送機構間歇運動的實現方式
在卷邊設備中,輸送機構在主機狀態的控制下,有規律地把未卷合的上好頂底蓋的桶身送入卷邊工位。等主機卷合后,再把卷合好的鋼桶送出工位,同時把下一個待加工的半成品送入。因此,輸送機構必須具有能作間歇運動的能力。目前,我們要達到這種間歇運動的目的,主要是采用通過離合器斷開或合上輸送機構的動力源的方法。這種方法雖然有其結構簡單、易于操作的特點。但是它也同樣地存在著一些明顯的缺點。如輸送機構在每一個輸送節拍的起動和終止階段,都會承受很大的沖擊力。對于一臺日產量數千、年產量幾十萬鋼桶的卷邊機而言,這種沖擊造成的影響是很大的。其次輸送機構的定位精度不高等缺點,從目前己經引進的國外流水線設備上的輸送機構上看,國外已經采用一些其它的機構來實現這種控制,使輸送線在每一輸送節拍中,輸送鏈的運動規律如圖5-15所示,每一次的起動和終止都有一個良好的準備階段,輸送鏈速度逐漸地從靜止增加到正常運行速度。同樣地,在每個節拍的終止階段,運行速度也是逐漸地減小到靜止。這樣的準備階段所費的時間雖然僅是極少的一瞬間,但其所起的緩沖對于減小沖擊和提高定位精度的作用卻是極大的。
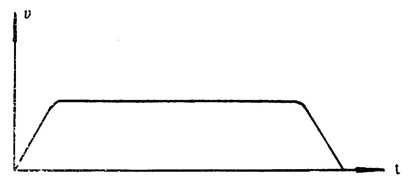
圖5-15 理想的輸送鏈速度圖
二、輸送機構的速度分析
當輸送機構在氣缸的作用下合上離合器、接通動力源后,輸送機構作等速運動運行。當輸送機構運行一個行程時,氣缸將離合器斷開,輸送鏈在制動器和擋塊的作用下,停止運行。
設輸送鏈運行一個行程經歷的時間為tO,則輸送鏈作等速運動時,輸送鏈的運動方程式為:

式中 v——輸送鏈運行速度;
a——輸送鏈運動加速度;
L——輸送鏈的位移;
t——輸送鏈運行時間。
圖5-16所示為輸送鏈作等速運動時的運動線圖。由圖可知,輸送鏈在運動開始和終止的瞬間,速度有突變。所以這時的加速度在理論上為無窮大,輸送鏈將產生很大的慣性力,而使輸送機構受到極大的剛性沖擊。因此,輸送機構作等速運動時的動力特性是極其不好。應從機構上加以改進,避免行程兩端的速度突變,從而改善輸送機構乃至整個設備的受力情況。
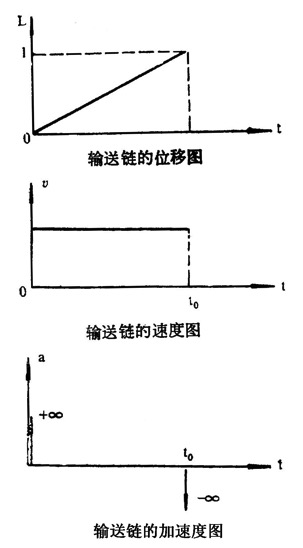
圖5-16 輸送鏈運動規線圖
5.2.3 噴膠機構壓力分析
在噴膠系統內,當噴槍沒有噴射的時候,整個噴膠系統成為一個密閉的容器,所以封縫膠的壓力情況服從于巴斯卡定律。當壓縮空氣在貯膠缸的封縫膠表面施加壓力P時,根據巴斯卡定律,這一壓力P將要傳遞到液體的所有各點。因此也傳到噴槍中去,噴槍中的封縫膠同樣也具有這一壓力P。
但在噴槍噴射時,噴膠系統就不再是一個密閉的容器。此時,由于封縫膠在壓力的作用下向外噴射,封縫膠在噴膠系統的管道內形成流動,因此,會引起封縫膠的壓力損失。這是因為封縫膠有較高的粘性,所以封縫膠在管道內流動時,由于液體分子問的摩擦,引起壓力降,亦即有壓力損失。
壓力損失一般有以下二種情況:
一種是封縫膠在輸送管道內的長度壓力損失。指的是液體流徑等直徑導管時,由于沿程管內壁摩擦阻力所引起的壓力損失;還有一種是封縫膠流動方向變化、管徑突然變化及流徑閥門等阻力所引起的損失,即壓力的局部損失。
作為密封的封縫膠,它的固定特性使其在長度壓力損失方面較局部壓力損失來的更大。

