制桶工藝學
第五章 卷邊
第一節 卷邊設備和工藝
2.卷邊成形的兩大要素
鋼桶半成品的接合邊緣組合尺寸和胎具的曲線形狀是卷邊成形的兩大要素。
若要使鋼桶的桶身及頂底蓋經卷合成為我們自己所設定的形狀及要求。必須確定一個合理的、可行的鋼桶半成品的接合邊緣組合尺寸和胎具的曲線形狀,即一個合理、正確的卷邊工藝。
一般說來,無論是卷合成雙重的五層卷邊還是三重的七層卷邊,由于在卷邊過程中,桶頂底蓋總是走卷合部的外圈,桶身總是走卷合部的內圈。所以桶頂底蓋的翻邊尺寸總是比桶身的扳邊尺寸要大些。鋼桶半成品的接合邊緣組合尺寸的大小及它們之間的差值是按照人們所設計的卷合部成形后的形狀及大小所決定的。當然,材料的厚度也是相當重要的決定因素。
鋼桶半成品的接合邊緣組合尺寸及材料厚度的關系有以下公式供參考(見圖5-4):
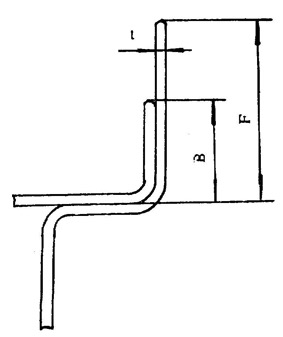
圖5-4 卷邊組合尺寸的關系
美國:頂底蓋翻邊 F=19t;桶身扳邊 B=0.44F。
國內:頂底蓋翻邊 F=23t;桶身扳邊 B=O.41F。
以上公式中,t——鋼板厚度;F——翻邊寬度;B——扳邊寬度。
在應用以上公式時,一定要結合卷邊的形狀來加以選擇參考。美國的適用于雙重矩型卷邊,國內的適用于雙重普通的平直型卷邊。
由于頂底蓋的翻邊尺寸總是大于桶身的扳邊尺寸,所以在卷合過程中,總是由桶頂底蓋先和胎具(滾輪)接觸,進行卷曲。而且由于桶頂底蓋放置在桶身的外緣,因此在卷邊中,滾輪主要是和桶頂底蓋進行滾壓。在此過程中,滾輪的輪槽曲線形狀先決定了桶頂底蓋的卷曲形狀。而桶身則是在這個過程中,不斷地沿著桶頂底蓋正在進行著卷曲的內緣進行卷曲成形的。但這并不是說,桶身是在所有的桶頂底蓋的卷曲都已經完成之后才進行卷曲成形的。因為在整個卷邊過程中,桶頂底蓋和桶身的卷曲幾乎是同時在瞬間完成的。只是由于它們各自的尺寸和放置的位置不同,以及促使它們變形的對象不同,才造成了它們變形的先后快慢的不同。
目前,由于研制者的著眼點和理解的不同,卷邊成形后的形狀也呈多種多樣。如雙重五層的卷邊,有平直型、圓渦型,矩型等。三重七層的卷邊,有三角型,半圓型、圓渦型、梯型等,如圖5-5所示。各種形狀的卷邊形狀其實并無明顯的優劣之分。之所以形狀會變得如此多種多樣,這主要是受到各種條件的限制,在各個單位,由不同的眾多開發者各自研制開發下,必然會產生這種結果。

圖5-5 三重卷邊形狀
滾輪輪糟的曲線形狀雖然取決于卷合部的形狀,大小和鋼材的規格,但還要考慮到在卷曲時材料引導的便利。同時,由于三重卷邊要比雙重卷邊經歷更多的彎曲變形,因此要達到七層的程度,輪槽的曲線形狀必須使桶身在桶頂底蓋前翻邊彎曲變形后能順利地卷曲。同時,由于桶身卷曲是在桶頂底蓋的內緣進行,所以輪槽曲線的圓弧變化要給桶身的翻邊的卷曲變形留有余地。
鋼桶半成品的接合邊緣組合尺寸的確定奠定了卷邊能否完成以及卷合多少層數的基礎,而胎具的輪槽曲線形狀則是卷邊能否順利進行達到預計的卷合形狀及程度的保證。
因此,在決定卷邊的兩大要素時,必須充分地考慮到它們之間的聯系及不同點。
3.卷邊過程中的受力分析
鋼桶在卷邊過程中,卷邊滾輪作用在鋼桶卷邊上的力P如圖5-6所示,它不與桶體的任何一根軸線及母線相平行,而是形成一個空間力系。

圖5-6 卷邊力的分解
按照力的分解,P可分解為三個分力。
即 Px——沿鋼桶圓周邊緣的切向分力;
Py——指向鋼桶中心軸方向的徑向分力;
Pz——沿鋼桶圓柱體的母線的軸向分力。
則  (N)
(N)
Px的作用是使卷邊滾輪繞鋼桶的圓周旋轉的力;Py的作用是使卷邊滾輪向鋼桶中心徑向推進,并使鋼桶捅身與桶底蓋接合邊緣,發生變形的主要作用力之一;Pz的力較小,它會使鋼桶產生脫離鋼圈的趨勢。但由于它較小,且有滾輪軸上的軸承的限位作用,與兩邊鋼圈對鋼桶的夾緊力相比,是很小的。為簡化計算,可以忽賂不計。
由于頭道滾輪壓下和二道滾輪壓下卷邊時所受的力Px、Py、Pz的大小是不同的。根據有關方面測定的數據可以知道,二道滾輪壓下卷邊時的主要分力Py的數值要比頭道滾輪壓下卷邊時的Py值幾乎大一倍。這主要是由于冷作硬化的作用。在經頭道滾輪作用后。鋼桶材料的彈復極限提高了,而塑性卻降低了。在這種情況下,再作第二道滾輪滾壓,欲使材料繼續發生塑性變形的力必然是要增加了。所以計算時,一般都采用第二道卷邊的數值。同時由于Pz通常僅為Py的1/10,因此在計算時Px值可以忽賂不計。
如圖5-7所示,是滾輪在卷邊過程中,滾輪與鋼桶的接合邊緣進行卷合時的受力情況分析圖。其中: r0——卷邊滾輪半徑;rcp——鋼桶卷邊時的平均半徑。

圖5-7 卷邊力的分析圖

