制桶工藝學
第四章 桶身整形
第一節 桶身整形設備和工藝
4.1.1 桶身整形設備
一、扳邊機
扳邊機是制桶機械設備的基本組成部分,是在桶身直縫焊接后進行桶身整形工藝的第一工序——扳邊,它是制作桶身兩端垂直展開凸緣的特殊類型專業機械,利用扳邊胎具與機械裝置完成加工過程,操作單一簡便,生產過程較穩定。成型尺寸和質量由扳邊胎具保證,一次成形,經過扳邊后,桶端邊緣不再作其它機械加工。從分類上看,按成形方式和傳動類型區分,基本上有以下三種:
(1)傳統的機械傳動旋壓成形扳邊機。目前大部分工廠仍沿用此類扳邊機。其結構簡單,工藝成熟,便于操縱維修。但機器屬開式傳動,噪音大,生產環境不佳,且此種成形方式是整形胎具沿桶端圓周滾動,不能完全保證成形過程中沿桶端圓周的扳邊角度和寬度完全一致,工藝質量的影響因素較多,整形結果的同一性較難實現,會影響后續工藝——卷邊的質量。
(2)液壓傳動偏心滾壓扳邊成形機。某些引進設備即為此類。該種扳邊機的周邊扳邊寬度及角度是由人工調整定尺桶圈確定,一經調定,不會更移,比較靈活可靠。然而我國目前液壓元件尚不盡理想,技術難度大,因而國產的此類扳邊機工作效率還不能達到機械傳動旋壓扳邊成形的水平。
(3)機械傳動擠壓式扳邊機。從美國引進的扳邊設備就為此種類型。此類扳邊機的扳邊角度和尺寸是由機器兩端的桶身扳邊內襯盤的形狀和尺寸決定,板邊質量的影響因素相對較少。是目前國內現有設備中較為先進的。
扳邊成形過程是在常溫條件下進行的,扳邊時,桶端邊緣在扳邊胎具的作用下,由點到線,由線到面,使桶端邊緣緊貼扳邊下模成形。在成形過程中,桶身邊緣部分內表面徑向受拉,桶身邊緣的外表面徑向受壓,于其內部產生使之變形的內力,當內力的作用達到一定數值時,一方面在與施力滾輪的接觸點產生局部塑性變形,另一方面在沿施力加壓的方向倒伏,是以伸長為主的變形方式,從而獲得我們所需要的桶端邊緣扳邊形狀和尺寸o桶身兩端翻成豎立的直邊屬內緣不變薄翻邊。
因為桶徑與扳邊寬度比較要大得多,故變形系數較小,且桶身板材是低碳鋼,塑性優良,材料的相對厚度極小(料桶徑與材料厚度的比值),在扳邊過程中材料變形破裂的可能性很小。我們以目前使用仍較廣泛的機械傳動旋壓式傳統扳邊機為例介紹扳邊機的構造、運動原理等性能。
1、扳邊機的運動
扳邊機的運動分為主運動(成形運動)和輔助運動兩部分。主運動是指完成旋壓成形的運動。輔運動是指扳邊操作中除旋壓成形運動以外的其他運動,如上、夾料和進、退等。
工作程序是:桶體由輸送鏈送至扳邊機,滾入扳邊機中心位置,離合器接合,上扳邊滾模(輪)在凸輪機構的操縱下不斷下壓,同時上、下滾模(輪)在主軸帶動下轉動,帶動桶體作周向旋轉、徑向進給使桶端壓出所需形狀;成形完成,上滾在凸輪操縱下抬起,扳好邊的桶體由打桶氣缸推出,送進波紋機,于此同時另一桶體被輸送鏈送入,第二次工作循環開始。
2、扳邊機傳動系統
該機傳動系統由連續回轉運動和往復擺動組成。連續回轉運動由帶傳動、齒輪傳動和蝸輪蝸桿傳動組成,往復擺動由凸輪機構實現。
扳邊機的傳動系統由動力源——電機經齒輪傳動出發分為兩路,如圖4-2所示。一路經蝸輪蝸桿減速帶動凸輪機構,由凸輪機構控制上扳邊滾輪上下擺動而實現擠壓凸緣加工的進給運動;另一路經齒輪傳動將扭矩傳給上、下扳邊滾輪的主軸,使其在上扳邊滾輪壓下的同時,上、下滾輪帶動桶身作周向轉動,以完成扳邊加工。

圖4-2 板邊機傳動系統圖
1-電機;2-帶傳動;3-離合器;4-圓柱齒輪傳動;5-蝸輪蝸桿傳;
6-操縱上滾輪運動軌跡的凸輪機構;7-帶動上、下滾輪轉動的傳動齒輪;8-上滾;9-下滾
3、扳邊機構造
(1)傳動件。電機選擇三相交流異步電動機。這種電動機結構簡單,維護容易,價格也相對便宜,能經受頻繁地起動和反轉。
主軸轉速的確定。由傳動系統圖可看出電機輸出的功率經一級皮帶傳動和二級齒輪傳動將扭矩傳遞給上、下軸,因而轉速的求得:
n主=n電×i皮×i齒 (轉/分)
而板邊滾的線速度:V滾=πD滾n主 (厘米/分)
以目前通用的扳邊機為例計算一下扳邊滾的線速度和鋼桶轉速:
電機功率:3kw,轉速n電=1440轉/分;
一級皮帶傳動:i皮=φ198/φ338
二級齒輪傳動:i齒=(16/64)×(14/28)
則主軸轉速:n主=n電×i皮×i齒=1440×(φ198/φ338)×(16/64)×(14/28)≈105(轉/分)
忽略機械損失,則鋼桶轉速計算如下:
V滾=πD滾n主=π×190×105≈496(毫米/分)
而鋼桶的圓周:πD1=π×560≈1759(毫米)
πD2=π×571.5≈1794(毫米)
所以鋼桶轉速:V滾/πD1=62496/1759≈36(轉/分)
V滾/πD2=62496/1794≈35(轉/分)
板邊作用力分析:
如圖4-3所示,施力主動都是扳邊上滾,其在扳邊時施加扳邊力P于桶端邊緣的接觸點。P力按空間直角坐標分解成三個分邊:Px、Py、Pz。其中,切向力Px是扳邊上滾繞桶身周邊推進,為克服一定的變形摩擦阻抗所需的作用力;徑向分邊Py是扳邊上滾向桶體中心推進,克服桶身板材的了屈服極限使桶身端緣周邊產生一定的徑向變形所需的作用力;此力在三分力中數值最大,至少要大于板材的屈服極限,但又不能大于板材的抗拉強度,應介于二者中間為宜。軸向分力Pz是扳邊上滾沿軸向緊向緊壓扳邊邊緣所需的作用力,其值很小可忽略不計,且兩端緣同時扳邊,軸向分邊方向相反。

圖4-3 扳邊力示意圖
1-扳邊上滾;2-扳邊下滾;3-桶身
離合器的構造。扳邊機采用的是摩擦離合器。摩擦離合器是靠接觸面間的摩擦力傳遞扭矩,可在運轉中結合且結合較平穩,這正適合扳邊機的工作特性。采用摩擦離合器作傳動控制元件,不僅簡化了整個傳動機構,得以靈活調整工作行程,而且過載時可打滑起安全作用。其一般構造如圖4-4所示。
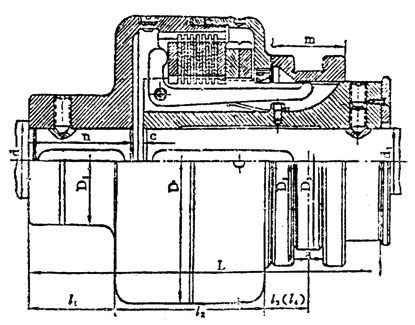
圖4-4 離合器構造圖
關于摩擦式離合器的型號、構造、規格等詳盡介紹請參閱專著,此節僅扼要說明有關的技術特性,供選用時參考。離合器的操縱在此類扳邊機上是由手扳杠桿提供離合器所需的結合力。
(2)工作部件。扳邊時上、下主軸的運動位置是軸線互相平行,呈水平狀態,安裝在主軸上的上、下扳邊滾輪作為成形工序的執行構件,隨主軸運動至水平位置并相向旋轉,桶身端部在上、下滾輪間被擠出凸緣。扳邊機工作部位如圖4-5所示。
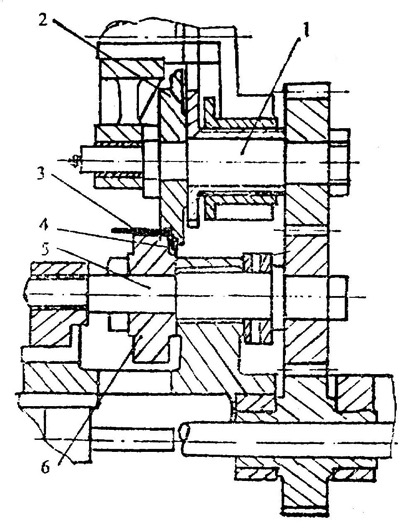
圖4-5 扳邊機工作部位圖
1-上滾主軸;2-扳邊上滾;3-桶身;4-扳邊形成的凸緣;5-下滾主軸;6-扳邊下滾
對靜止的執行構件,只需作結構設計。而對運動的執行構件卻要根據工藝操作的要求,選擇和設計合適的機構使之實現預期的運動規律。下滾輪的運動形式是單純的勻速轉動,上滾輪是上下往復運動加勻速轉動。該往復運動是在行程中單停留的往復擺動。在扳邊機中采用了凸輪機構來實現執行構件的往復運動。
凸輪機構及有關參數。凸輪機構能使從動件作預期規律的往復移動或擺動,且工作可靠、布局方便。
對于從動系統,要求構件數目少、傳動效率高、結構簡單。為此,扳邊機采用由凸輪直接驅動執行構件的方案。凸輪機構的執行構件就是上扳邊滾輪。它作往復式單停留擺動。對其要求的運動規律是快進→扳邊成形(此時執行構件在作勻速轉動的同時沿徑向作勻速直線運動)→快退。位移曲線如圖4-6所示。其行程中的三段分別對應于凸輪的三段工作輪廓線。時間分配大約是快進、快退各占1/4;扳邊占1/2。凸輪輪廓圖如圖4-7所示。

圖4-6 扳邊機凸輪位移線
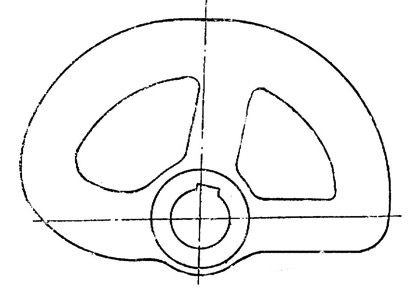
圖4-7 凸輪輪廓圖
扳邊機上的傳動軸采用滾動軸承,而上、下扳邊滾輪轉動主軸采用滑動軸承支承。滾動軸承系單列圓錐滾子軸承,滑動軸承為剖分式軸瓦,間隙調整主要是徑向間隙調整。
(3)輔助部件
1)支承件的構造。扳邊機的支承件主要是床身、移動和固定拖板和箱體。其作用是使各有關零件正確定位并保持其相對工作位置。
對支承件的要求是:
a.足夠的剛度。即支承件在承受最大載荷時的變形不得超過允許值。
b.足夠的抗振性。使機器能穩定可靠地工作。
c.重量適中,力求節省材料,容易搬運。
d.便于零部件的裝配調試,操作保養和機器的吊運安裝。
扳邊機的主軸是橫臥式,其優點是在于能大大改善傳動的潤滑條件,且便于裝配、維修和保養。在扳邊機上床身、箱體和固定拖板的作用主要是承重、支承活動機件,只需按照要求安裝固定即可。移動拖板是上、下扳邊滾輪和凸輪軸的支承件(扳邊機左右兩側,一側為固定拖板,其上各構件機體軸向無移動可能,一側為移動拖板,其上機件軸向可有限調整)。移動拖板用螺桿調節,它可在床身導板上軸向移動而達到根據桶身長度的些微偏差適量調整工作胎具軸向位置的目的。床身、移動拖板和調整螺桿的相互位置及安裝固定情況如圖4-8所示。
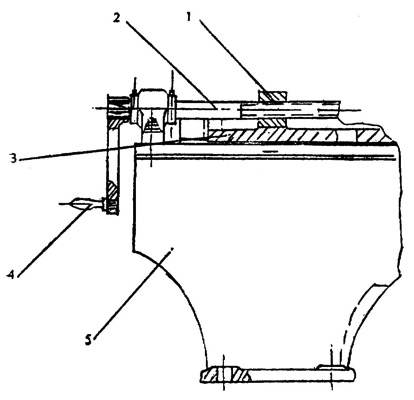
圖4-8 床身、移動拖板裝配簡圖
1-螺孔板;2-調整螺桿;3-移動拖板;4-調節手柄;5-床身
2)定位夾緊機構。鑒于桶身是一個薄壁大徑的圓柱狀筒形體,其剛度相對說來較差,而其進行扳邊成形時,桶身的軸向和徑向位置又需固定不能隨意移動,因此需要適合的定位機構,但卻不能采取夾持定位的形式,只得設計成擋板與托架共同構成的定位架來限定扳邊工位。
扳邊機的定位機構是指位于扳邊機與輸送鏈銜接一側的定位板和托輪。其功能是對送進扳邊機的待扳邊桶身進行徑向和軸向定位。它的工作程序是:由輸送鏈傳遞過來的桶身滾至托輪上,則其桶身的徑向位置便定了,再稍向前落在扳邊下滾輪上,此時徑向位置未變,而桶身兩端邊沿與定位板上滾柱面相互接觸, 則此時桶身的軸向位置就在定位板的控制中。然后上扳邊滾輪下落進行扳邊。扳邊成形過程中,隨著桶身兩端凸緣的形成,桶身自然縮短,便自動與定位板上滾柱面脫開,這樣成形完成后桶就能順利送出而至下一工位。
定位板用螺栓固定在拖板上。拖板上開有長槽形安裝孔,使定位板可軸向調整。此定位板也即平時俗稱的“靠山”。徑向位置的調節可由托輪的上、下位置調整來實現。
4.偏心旋壓成形扳邊機
下面將前面簡略述及的偏心旋壓成形扳邊機的構造和基本工作原理作一介紹。
這種扳邊機系液壓傳動橫臥床身式旋壓成形扳邊。帶有獨立的電氣驅動和液壓操縱的對中心裝置。成形執行機構和對中心定位機構分別可調。偏心旋壓扳邊成形的工作原理:
(1) 桶身由輸送架送至扳邊機后,底座液壓缸活塞動作,帶動主軸大盤軸向移動,使桶身定位在如圖4-9(a)所示位置,此時壓輪液壓缸活塞動作帶動壓輪使其向下運動。
(2) 桶身連同主鈾大盤、定尺隔圈、偏心活動盤一起旋轉,壓輪繼續下壓。壓輪接觸桶身后,偏心活動盤在壓輪壓力下旋轉,而偏心盤受到向下的壓力后導致軸心下移,同時使桶身進入扳邊成形,直至達到規定形狀和尺寸如圖4-9(b)所示。
(3) 壓輪行程到位后,反向往上移動,偏心活動盤在彈簧作用下,帶著已完成扳邊成形工序的桶身,其軸心上移復位。然后主軸大盤連同定尺隔圈、偏心活動盤一起退出桶身,桶身隨即被送至下一工序。
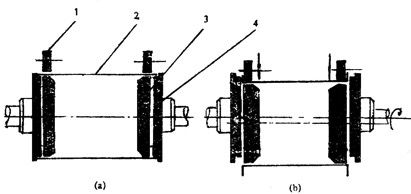
圖4-9 偏心滾壓式扳邊示意圖
1-壓輪;2-桶身;3-偏心活動盤;4-主軸大盤

