制桶工藝學
第三章 焊接
第三節 鋼桶焊接工藝
3.3.2 縫焊工藝
一、縫焊的特點
用旋轉的滾輪電極代替點焊的固定電極,在焊件上產生一連串焊點,即可形成縫焊焊縫。
根據滾輪電極與焊接電流的不同運行配合方式可分為三種,可用圖3-50所示的主要縫焊焊接循環加以說明:

圖3-50 縫焊焊接循環示意圖
(a)連續縫焊;(b)斷續縫焊;(c)步進縫焊。
V-縫焊速度;t-電流脈沖時間;t0-脈沖間隔時間
(a)圖的連續縫焊是滾輪電極連續旋轉,焊件等速移動,焊接電流連續通過,每半個周波形成一個焊點,這種方式下設備較簡單,生產率高,由于兩滾輪電極始終通以很大電流,所以滾輪電極和焊件表面易過熱,電極易損耗,焊接質量較差,焊縫易過熱而產生大的壓痕。
(b)圖的斷續縫焊是滾輪電極連續轉動,焊件等速移動,焊接電流斷續通過,每“通-斷”一次形成一個焊點。這種方式適用于黑色金屬的氣密、水密及油密焊縫,制桶縫焊常采用。
(c)圖的步進縫焊是滾輪斷續轉動,焊件相應斷續移動,焊接電流在二者靜止時通過,并形成焊點。由于焊接電流間斷地接近,滾輪電極和焊件有冷卻的機會,所以電極損耗小,焊縫不易過熱,焊縫質量好,但縫焊速度較低,需要較復雜的設備,如直流沖擊波焊機。這種方式適用于難焊的鋁合金、鎂合金縫焊。
從上所述縫焊的焊接循環可見,縫焊接頭是由局部互相重疊的連續焊點構成,所以縫焊接頭的形成機理在本質上與點焊相同。區別于點焊過程主要有兩點:其一,由子傳遞焊接電流、壓力的滾輪電極不斷轉動變換焊接位置,故電流場,溫度場的分布,熔核結晶等特點的與位置變動速度有關。 因而加壓,加熱熔化和冷卻結晶三階段是個動態過程。其中預壓及冷卻結晶的壓力作用不夠充分,使縫焊接頭質量一般比點焊時差,易出現裂紋、縮孔等缺陷。其二,如第一節3.1.2所述,不可避免的分流使焊接區電流場、溫度場的分布有縫焊自己的特點。
總的影響是使縫焊接頭質量如熔核尺寸、內部缺陷及材料表面一般比點焊時差,縫焊的規范參數要比點焊時多。
縫焊結構的質量一般應能保證薄壁容器密封性和耐蝕性。由于縫焊接頭的應力分布比點焊均勻,而且焊縫截面積大于母材縱截面,所以縫焊接頭強度不低于母材金屬的強度,很少把接縫的強度作為質量的主要指標。
200升鋼桶焊縫有密封及強度的雙重要求。常用制桶低碳鋼板焊接性良好,只要縫焊接頭尺寸設計及工藝參數選擇合理,一般是可以保證焊縫的密封及強度的。表3-6為推薦的縫焊接頭尺寸。
表3-6 推薦縫焊接頭尺寸
薄件厚度
(δ/mm) |
焊接寬度
(c/mm) |
最小搭邊寬度(b/mm) |
簡圖 |
輕合金 |
鋼、鈦合金 |
0.3 |
2.0+1 |
8 |
6 |
表3-6簡圖 |
0.6 |
2.5+1 |
10 |
8 |
0.8 |
3.0+1 |
10 |
10 |
1.0 |
3.5+1 |
12 |
12 |
1.2 |
4.5+1 |
14 |
13 |
1.5 |
5.5+1 |
16 |
14 |
2.0 |
6.5+1 |
18 |
16 |
2.5 |
7.5+1 |
20 |
18 |
3.0 |
8.0+1 |
24 |
20 |
注:1.搭邊尺寸不包括彎邊圓角半徑;縫焊雙排焊縫或邊接三個以上零件時,搭邊應增加25~35%。
2.壓痕深度c′<0.15δ、焊透率A=30~70%,重疊量l′-f=(15~20)%l可保證氣密性,而l′-f=(40~50)%l可獲得最高強度。
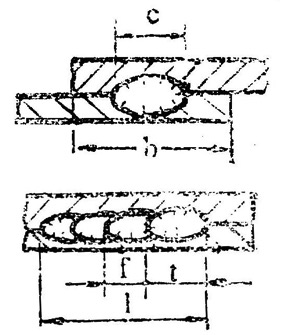
表3-6簡圖

