制桶工藝學
第三章 焊接
第二節 鋼桶焊接設備
三、電阻焊機的主要電氣參數和外特性
電阻焊機的主要電氣參數決定著焊接處熱功率的大小,要正確、有效地使用電阻機進行鋼桶焊接,必須了解各電氣參數的影響。如焊接回路阻抗Z(即R、XL)、額定焊接電流I2H、負載持續率?%、效率η、功率因數cosφ等。以下加以分別介紹。
1、額定焊接電流I2H及負載持續率?%
額定焊接電流I2H是指在額定的工作空間尺寸(臂長及開度)下焊接桶身時焊機能保證的正常工作電流。每種焊機只有在規定的重復一短時規范下工作時才能保證電流I2H。在鋼桶焊接設備中桶身要經過就位、焊接、焊后停電壓力維持、變換焊接位置及離開焊接工位等環節,使電阻焊機的變壓器處于斷續工作狀態,即有規律地交替出現工作時間(接通焊接電流)和休止時間(切斷焊接電流),所以稱為重復短時工作狀態。通常將真正通電焊接時間tw與焊接循環總時間t之比稱為電阻焊機的負載持續率?%(亦稱暫載率)。
?%=(tw/t)×100%
式中t為一個焊接循環內焊接時間tw與休止時間tg之和。
負載持續率是選用電阻焊機的重要依據之一,同焊機的額定焊接電流和額定功率一起可以求出焊機在焊接某種規格的焊件時的許用負載及工藝能力。如選用不適當的持續率,則焊機的焊接回路導體和變壓器可能過執或浪費功率。對于負載持續率高的焊機,其焊接回路應選用較小的電流密度或加強冷卻以防過高的溫升速率。焊接回路構件在過高的溫度下繼續通電,回路阻抗會因溫度提高而增加,這樣不但降低了焊機的功率利用還可能破壞變壓器及其它構件的絕緣。
2、回路阻抗
所謂電阻焊機的焊接回路是指由焊機用途決定的具有特定電氣和機械特性的二次回路(與焊接變壓器次級線圈接通)。如由焊接鋼桶桶身縱縫這一用途決定的,具有適合桶身伸入要求的電極臂深度及電極開度的導電機臂,不僅要求承受焊接壓力及電磁斥力,還要求承受額定的電流密度,這樣就形成了導電機臂(二次回路的一部分)的特定構造及幾何尺寸。
焊接回路的等效電阻圖3-17(a)所示。
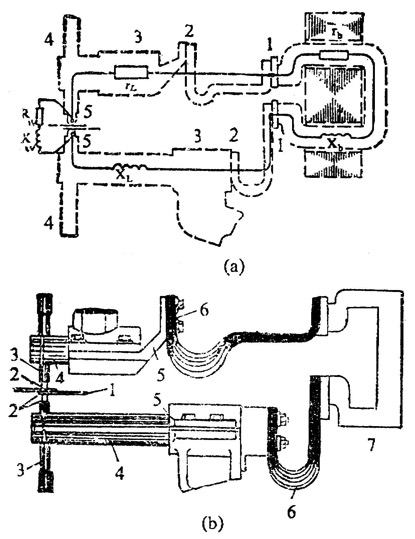
圖3-17 點焊機的焊接回路等效電路圖
(a)等效電路圖;(b)焊接回路
Rw、Xw-焊件有效電阻、感抗;rL、xL-焊接回咱構件的有效電阻、感抗;
rb、xb-變壓器次級繞組的有效電阻、感搞(包括初級折算到次級的)
1-焊件;2-電極;3-電極握桿;4-電極臂;
5-導電蓋極;6-軟母線;7-變壓器次級線圈
焊接回路有效電阻R由組成回路各導電元件的內部電阻ri和元件間接觸電阻rc所組成[圖(a)中1~5為各接觸點]。R值一般耍求不超過80~100微歐。
焊機二次回路導電元件的電阻ri一般就是組成回路的各導電元件電阻之和。
各導電元件之間的接觸電阻rc一般與材料和表面狀態以及接觸應力有關。
如果有拉緊螺栓穿過接觸接頭,則總的接觸電阻有所增大。這一增大主要由于導電的橫截面減少而引起,可以把全部觸點電阻乘以系數1.1~1.15,來考慮這一增大.
觸點處金屬部分的電阻R,既同接觸部分的材料、橫截面積和長度有關,也同電流沿截面分布的不均勻性有關。圖3-18示出在接頭處電流分布的情況。
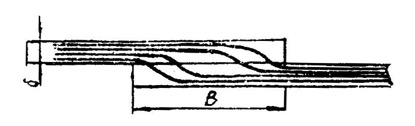
圖3-18 接觸接頭處的電流分布
δ-板厚;B-搭接寬度
新焊機每一接頭的觸點電阻不超過(1.0~2.0)×10-8Ω,這一數值為許多經驗所證實。
焊件有效電阻Rw與焊點幾何尺寸、板厚、電極壓力以及焊件材料的壓潰強度有關。
有統計資料表明,1~3mm厚的低碳鋼縫焊時,用壓力偏高的焊接規范則阻抗波動在(35~40)×10-8歐范圍內,而壓力偏低的焊接規范則阻抗波動在(50~60)×10-8歐范圍內。
圖3-19表示制桶用低碳鋼板縫焊時電阻與板厚的關系。

圖3-19 低碳鋼板縫焊時電阻與板厚的關系
焊接回路的感抗XL在工頻交流焊機中由焊接回路所包圍的面積、元件形狀和只寸、漏磁及焊件插人固路等因素決定。
根據對電阻焊機用矩形和圓形截面導體組成的矩形回路的感抗測量,可建立回路感抗XL與回路所包固的面積S(S=L?H,如圖3-20c中所示)的關系。根據實測數據可繪制如圖3-20所示曲線。
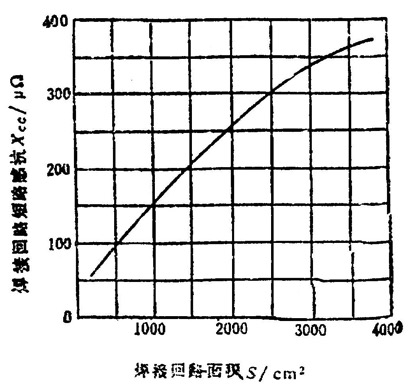
圖3-20 焊接回路面積與回路感抗的關系
焊接鋼桶縱縫時,鐵磁性的桶身進入二次回路(上下電極臂內)會引起回路電阻和感抗增大。回路電阻增大主要是鋼桶上的渦流及磁滯效應引起損耗。回路的電阻品感抗與伸入回路中桶身上下位置無關,而與伸入的長度成線性關系。
伸入回路的鋼桶桶身,由于改變了回路助導磁率而提高了回路感抗Xz,與此同時提高了的回路電阻R2使焊接電流I2線性降低。200升鋼桶在整個桶身長度出人焊接回路時I2可變化平均10%左右(隨不同焊機結構而異)。
焊接回路的短路阻抗為:

式中 Xcc——焊接回咱短路時的感抗。Xcc=XL+Xb;
Rcc——焊接回路短路時的電阻。Rcc=rL+rb。
焊機固有的短路阻抗要盡可能小。通常工頻交流焊機的焊接回路短路阻抗約為150~400μΩ,其中Xcc=120~400μΩ。Rcc=60~150μΩ。Xcc=(1.6~4)Rcc。直流焊機焊接回路當電板臂長為1.5米時,直流電阻僅為30~50μΩ。
鋼桶電阻焊機因回路元件截面尺寸較大,趨膚效應將使Rcc約增加20~70%,回路通電后溫升,也會使Rcc增加。各元件連接處的接觸電阻取決于接觸表面尺寸、狀態和壓緊力,經常不動的固定接觸點取1~8μΩ(常見3μΩ);固定但可拆卸的觸點為4~8μΩ;滑動接觸可取8~20μΩ,且隨不同材料而異。
焊接回路的總阻抗Z等于回路有效電阻R與感抗X的幾何和,即:

式中,R=Rcc+Rw;X=Xcc+Xw,其中Rw、Xw為焊件有效電阻。
綜上所述,焊接回路的總阻抗有著諸多影晌因素,了解其物理根源,數量關系及數值大致范國不僅是設計計算的需要,也是使用焊機時要經常維持其正常值,穩定焊接規范,保證焊接質量的需要。因總阻抗的變化,導致焊接電流I2的波動,對焊接質量很有影響。具有自動維持焊接電流I2穩定裝置是現代電阻焊機的特色(還有其它機械的電氣的參數自動整定)。由于直流電阻焊機的感抗小, 不需要隨鋼桶桶身伸入焊接回路而修正焊接電流。如果焊機沒有這種恒流裝置,則最好利用焊機外特性的區別來進行補償。
3、焊機的功率因數cosφcc及效率η
為了提高焊機的生產率,并使電網負載均衡,應使用功率因數較高,效率也高的焊機。焊機功率因數反映了電壓與電流的相位關系,對焊機選配控制設備、調整控制角、穩定焊接電流、避免沖擊載荷以及使電網負擔合理都有關系。焊機短路時(無焊件電阻,Rw=0)的功率因素cosφcc可由焊機短路電阻和短路阻抗之比確定。一般cosφcc=0.2~0.5,制桶用的點、縫焊機功率因素為0.3左右。
實際完成一個焊件(如鋼桶桶身)的焊接時,功率因數由焊件上消耗的有功功率P與焊件從電網上取用的視在功率S之比來確定。
對同一臺焊機,只有當焊件阻抗改變后功率因數才會改變,對一批相同規格的鋼桶桶身而言,其功率因數在焊接過程中只是在一定范圍內波動。
通過改變可控硅整流元件的控制角可調整焊接電流,為了使焊機功率因數值可以被接受,即不使功率因數過低反其它電能指標的惡化,應根據焊機cosφ的不同,通過控制角調整焊接電流的強度,限制在α≤50°~60°。要求的焊接電流調整范圍應當能被分級調整所覆蓋,而各級之間的空檔,則通過控制角的均勻調整來填補。
先進的焊接控制設備中具有焊機功率因數自動適應功能,以限制晶閘管的控制角過小而出現不正常觸發。單相交流焊機的功率因數很低,焊機機臂大于100cm時,cosφ在0.3左右,次級整流焊機功率因數較高,cosφ在0.8左右。
焊機效率η是輸出功率與輸入功率之比,由此判斷焊機的功率損耗。
η=(輸入功率-損失功率)/輸入功率=有效功率/輸入功率
有效功率Pw=S?η?cosφ(式中S為視在功率)是衡量焊機性能優劣的指標之一。可以認為η=0.7,cosφ=0.6的焊機比η=0.5,cosφ=0.8的焊機更好。如以有利于電網角度考慮則cosφ越高越好。
由于在焊接回路、變壓器及變換器中有很多功率損失,有效功率Pw大大低于從電網上取用的有功功率。圖3-21所示功率消耗的大致分配。
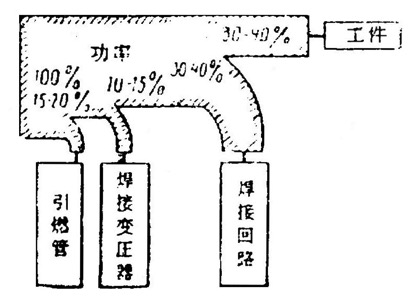
圖3-21 在單相交流焊機上點焊鋼時功率消耗的大致分配
4、電阻焊機的外特性
電阻焊機的外特性是指網壓不變而焊接變壓器處于某一級工作時,次級電壓與電流的關系。
一般用空載試驗(次級回路開路,網壓等于焊機額定電壓U1)決定每一功率級數下的空載電壓U20,再用短路試驗(上下電極以銅板短路,電極電壓取最大值)定出各級短路電流I2cc,以直線連接便可得出該級的簡化外特性曲線,如圖3-22中特性曲線1,在給定的U20時,焊機的阻抗越小,則短路電流I2cc越大,特性線越平。如在同一功率級數下,焊接不同厚度的焊件,并測出各次負載時的U2、 I2,得出A、B、C……點,圓滑連接各點即得該級外特性曲線2,如圖中曲線2。不同的級數換接器位置, 即可得到該焊機的一組外特性曲線(圖3-23)。
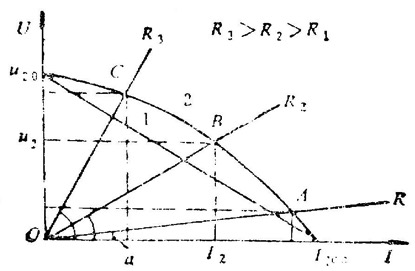
圖3-22 點、縫焊機外特性曲線
1-簡化外特性;2-外特性
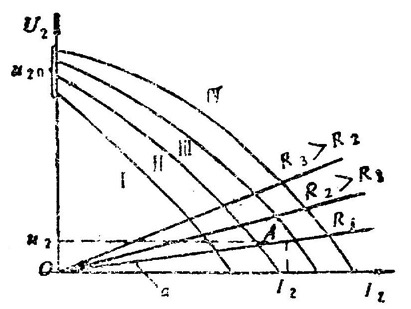
圖3-23 點、縫焊機處特性曲線族
根據焊機的外特性可以確定它可否用于焊接給定的焊件以及所需的功率調節級數。例如已知焊接區總電阻平均值R=100μQ、焊接電流I=10000A,則U2 =IR=1V,這樣的電流和電壓相當于圖3-22中的A點。如果該圖是表示幾臺焊機的額定級外特性,據此可判斷焊機Ⅰ、Ⅱ、由于功率不足,不能焊接該焊件。應使用功率更高的焊機Ⅲ、IV;如果該圖表示的是同一臺焊機的外特性曲線族,則可判定用Ⅲ級以上的功率級數來焊接該焊件。
外特性曲線還可代表焊機某級的工程特點。由電阻線(R=U2/I1=tgα)與外特性曲線的交點即可得出在該級焊級時,相應于這個負載的次級電壓與焊接電流。改變Rw(材料、厚度等不同的焊件電阻),則可獲得不同的U2I2,即不同的有效功率(Pw=I2· U2=I22Rw)。如圖3-24中Rw曲線可見,當電極短路時,Rw=0,故Pw也等于零,隨著焊件電阻增加,有效功率也增加,當達到峰值后,Pw又逐漸減小到零;最大的Pw位于(0.5~0.7)I2cc處,當焊機阻抗為純電阻時位于0.5I2cc處,隨著焊接路回回感抗XL增加,Pw最大向右移;當焊機阻抗為純感抗時,Pw移至0.7I2cc處。

圖3-24 電阻線與功率曲線
輸入功率Psr=U1I1=U1[(I/K)+I0]其中K為該級變壓比、I0為空載電流,Psr隨次電流直線增加,其最大值在I2cc點上求得。
根據外特性可以判斷焊機的若干特點,以及穩定哪一種電氣參數(電流、電壓)比較合理。例如,在焊機工作過程中,二次回路被加熱,即它的電阻R2增大了,就會造成電流I2值的減小[圖3-25(a)]。當焊機的R2/R2H作同樣變化時(如增大時),平特性的焊機[圖3-25(a)]上曲線I2′焊接電流的變化(相應的減小)較用陡降特性[ 圖3-25(a)]上曲線I2′的焊機焊接時更加嚴重。

圖3-25 在改變R2(a)和Rcc(b)時,I2和Ucc的相對變化
I2′、Ucc′——陡降特性焊機的;I2″、Ucc″——平特性焊機的;
I2——由于電阻變化吸起的電流變化。
注:圖中所有參數符號的下角定“H”系表示“正常情況”即指電阻未發生變化的數值。
減小電流I2可導致接頭缺陷——未焊透。為了在R2變化時保持接頭質量,可以使用自動改變整流元件引燃角或導通角來穩定電流或電壓Uw的控制設備。如果沒有這種設備,則在R2變化下進行點焊和縫焊時最好使用陡降特性的焊機。
當焊件電阻Rw波動時,Zcc(短路時焊接回路的阻抗)小的(平特性)焊機的電流變化較陡降特性的焊機大[圖3-25(b)],這種自律效應有助于穩定焊接質量。如果在焊機上配有自動穩定焊接電流的設備,則反而使Zcc小的焊機,在Rw減小時I2不能自動增大,即取消了自律效應使焊接質量急劇惡化。
當Rw減小時焊接電流沿直線I2′和I2″增大[圖3-25(b)]。但是這種電流增大不足以補償Rw減小時在焊件接頭區所需的電流密度增加(應當沿更陡的直線、例如圖中的直線I2或比例地增大電流)。顯然,在這種情況下通過自動修正電流來穩定電極上的電壓降Uw可取得更好的效果。如果沒有這種設備,最好使用平特性(Zcc小的)焊機以利用其自律效應。

