|
制桶工(中級技能培訓教程)
第二章 制桶常用的胎具、模具和刃具
第三節 卷邊滾輪和鋼圈
卷邊滾輪和鋼圈是卷邊加工成形采用的胎具。鋼桶卷邊的質量,卷合后的工藝尺寸均由滾輪和鋼圈決定。卷邊滾輪和鋼圈本身的結構、形狀、尺寸以及它們的安裝精度和相對位置都直接影響卷邊工藝質量。
2.3.1 卷邊鋼圈
卷邊鋼圈在卷邊過程中起兩個作用:一是夾持鋼桶并帶動其旋轉;二是起滾壓靠墊作用,相當于一個內芯靠模。鋼圈的這兩個作用決定了它的結構形狀。
一、卷邊鋼圈的結構
卷邊鋼圈的結構如圖2 -15所示。鋼圈輪緣外周的形狀及尺寸是完成夾持鋼桶和靠模作用的關鍵。輪緣外周一般都有一定的傾斜度,前段約為4°~7°,后段約為1°~1.5°,以便于夾持鋼桶時的進出。輪緣的寬度應和鋼桶頂底蓋的拉伸深度相當,以保證卷邊后鋼桶頂底的深度達到工藝要求。輪緣的寬度一般為18.50毫米左右。鋼圈后面B應和鋼圈軸線垂直,和輪緣外周面的交線不能倒角,只能略去毛剌而保持直角相交,以免卷邊成形后包住鋼圈,對脫卸不利。鋼圈的輪緣在卷邊時為主要工作面,必須有一定的硬度,以滿足耐磨的要求。鋼圈的材料一般選用軸承鋼GCr15;鍛打后車制而成。熱處理工藝一般采用高頻淬火,硬度要求HRC58~60。重要工作面在熱處理后需進行磨削加工。
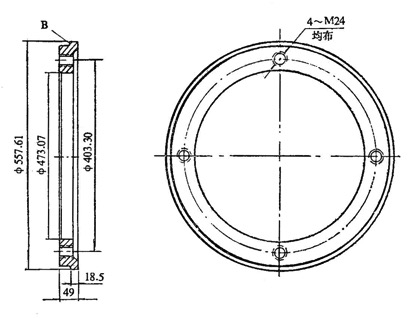
圖2-15 卷邊鋼圈的結構
二、卷邊鋼圈的安裝
鋼圈的安裝是很簡便的。在鋼圈輪輻上有四個M24×3的螺孔,就是用來安裝固定鋼圈的。只要旋上螺栓并擰緊,鋼圈就安裝好了。鋼圈上的螺紋都是右旋的,但卷邊機上有左右兩個鋼圈,勢必有一個鋼圈的轉動方向與螺栓擰緊方向不一致。因此在操作時要特別注意那個方向不一致的鋼圈,要經常檢查它的安裝螺栓是否松動。發現松動,應隨時緊回,否則將影響正常操作。
鋼圈安裝后,一般不需要作專項調整。它與滾輪的相對位置一般采用調整滾輪的方法實現。
|

