|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第一節 剪磨
1.1.1 剪磨設備的基本結構和傳動系統
三、輸送機構
剪磨工序的輸送機構是將橫向裁剪(俗稱大剪)、縱向裁剪(俗稱小剪)和磨邊聯系起來,實現自動化流水線生產的紐帶。輸送機構不但減輕了工人的勞動強度,而且對產品質量的提高也提供了必要的傳遞、定位等良好的基礎。
剪磨工序的輸送機構有如下幾種:
①塊板輸送鏈:主要是將塊板備料送入工位。
②喂料機構:將塊板分張喂入。
③橫向裁剪輸送鏈:將喂入的鋼板送入橫向裁剪機,裁剪完畢后,又負責送出裁剪機。
④縱向裁剪輸送鏈:將橫向裁剪完畢送出的鋼板送入縱向裁剪機,并兼管定位。裁剪完畢后又送出裁剪機。
⑤磨邊輸送鏈:將縱向裁剪完畢送出的鋼板送入磨邊機,磨邊完畢后送出。
⑥出料輸送鏈:將剪磨加工完畢的鋼板送入下一工序。
上述六種輸送機構形成了一條自動化流水線。從鋼板送入到剪磨完成并送出,整個過程中,不需要人工搬運并能由專用定位機構自動定位。從而減輕了勞動強度,保證了質量。剪磨輸送機掏的示意圖如圖1-4所示。

圖1-4 剪磨輸送機構
1-剪磨離合器;2-塊板輸送電機;3-減速器及離合器; 4-塊板輸送鏈;
5-喂料機構;6-喂料滾輪;7-橫向栽剪輸送鏈;8-橫向裁剪喂料滾輪;
9-定位滾輪;10-出料滾輪;11-橫向裁剪機;12-縱向裁剪喂料滾輪;
13-縱向裁剪輸送鏈;14-縱向栽剪機;15-剪磨電機;16-磨邊機;
17-磨邊輸送鏈;18-出料控制器;19-出料輸送鏈;20-減速器;21-出料電機
六類輸送機掏的基本結構和作用分述如下:
1、塊板輸送鏈
采用裝有托架的扳鏈,單獨用一臺電動機拖動,并裝有傳動離合器。輪送鏈長度比兩張鋼板的長度還更長,以便在輸送鏈上可放下兩疊鋼板。一疊供生產用,另一疊以供備用。當一疊鋼扳用完后,即打開電機,控制離合器,使板鏈攜帶備用鋼板運行,對準喂料滾輪,進入工位后,脫開離合器,關閉電機,繼續生產。另一頭即可放上另外一疊鋼板以供備用。電機必須裝有倒順開關,若鋼板運行超過了喂料滾輪,則需開倒車使鋼板退回至喂料口。
2、喂料機構
采用吸盤機械手進行喂料,用氣缸作為動力。其結構如圖1-5 所示。喂料機構由兩個吸盤氣缸和一個喂料氣缸配合來達到喂料目的。兩個吸盤氣缸分列左右,活塞桿作上下運動,喂料時,活塞桿向下運動,將吸盤緊壓在鋼板上,擠出吸盤內的空氣。然后向上運動,利用大氣壓強將鋼板吸起來。兩個吸盤氣缸之間用桿件固定,此固定桿與喂料氣缸作絞支聯接,氣缸與機架之間也是絞支聯接,所以均可以以絞支點為中心作轉動。當吸盤將鋼板吸起時,喂料氣缸活塞桿立即向前推出,將鋼板送入喂料滾輪。喂料滾輪將鋼板向前拉,同時,喂料氣缸活塞桿縮回,將吸盤從鋼板上拉脫開來。氣缸復位后又進入下一個喂料動作。兩個吸盤氣缸要注意同步,一起壓下,同時吸起,又必須平行推出,否則容易造成鋼板歪斜,送不進喂料滾輪。另外,鋼板每一張之間如果存在油污或非常平整,則因大氣壓強會使鋼板間存在一個“吸力”。吸盤吸起的鋼板有時會出現兩張或更多。此時必須先將每張鋼板的一角稍稍掀起,放入空氣后才能消除這個“吸力”的作用,喂料才能正常進行。
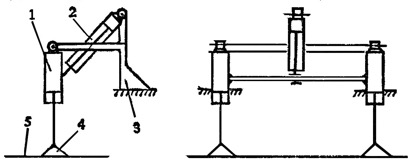
圖1-5 喂料機構
1-吸盤氣缸(2個);2-喂料氣氣缸;3-機架;4-吸盤;5-鋼板;
3、橫向裁剪輸送鏈
采用一般的套筒滾子鏈傳動輸送。靠鋼板與鏈條之間的摩擦力帶動板材前進。當鋼板進入橫向裁剪喂料滾輪時,由滾輪帶動較快地進入裁剪工位。橫向裁剪的定位和出料是分別由一對定位摩擦滾輪和一對出料摩擦滾輪來實現的,其基本結構如圖1-6所示。

圖1-6 橫向裁剪的定位和出料
1-出料滾輪及氣缸;2-定位滾輪及氣缸;3-喂料滾輪;
4-固定定位塊;5-輸送鏈;6-鋼板;7-裁剪機
鋼板進入工位后,定位滾輪氣缸活塞桿壓下,摩擦滾輪逆時針轉動,鋼板在摩擦力作用下向后運動。當鋼板緊靠住固定定位塊時,橫向裁剪機工作。裁剪完畢后,定位滾輪氣缸活塞桿縮回,提起定位滾輪。同時,出料滾輪氣缸活塞桿壓下,這對摩擦滾輪是照時針轉動,鋼板在相反的摩擦力作用下急速穿過上下刀口的縫隙進入縱向裁剪喂料滾輪。與此同時,前面所述的過程又重新開始,鋼板又進入橫向裁剪工位,出料滾輪在氣缸活塞桿作用下抬起,而定位滾輪又重新壓下……
4、縱向載剪輸送鏈
采用帶定位模塊的套筒滾子鏈輸送。這種輸送鏈既起到了輸送鋼板的作用,也具有定位的功能。其基本結構如圖1-7所示。
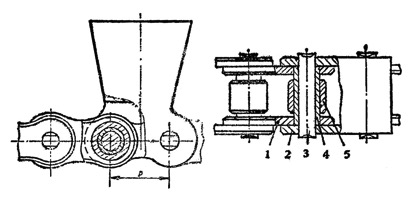
圖1-7 帶定位楔塊的輸送鏈
1-內鏈板;2-定位楔塊;3-銷軸;4-套筒;5-滾子
定位楔塊的安裝精度直接影響縱向裁剪的精度。定位棋塊安裝在左右兩條輸送鏈上,必須使兩個定位楔塊的定位連線與兩臺裁剪機刀口的垂直度滿足工藝要求,否則將直接影響裁剪鋼板本身的垂直度要求,至使裁剪后的鋼板形成平行四邊形。當鋼板送入輸送鏈時,它隨鏈條運行,此時與上述橫向裁剪輸送鏈一樣自并不一定會緊靠定位楔塊。但當鋼板進入左右定位導軌時,所受阻力增大,單靠鋼板與鏈條之間的摩擦力已無法使其繼續向前運行了。只有當后面的定位模塊靠上鋼板邊緣時,才能帶動鋼板繼續前進。因此,左右定位導軌的開口大小,即產生摩擦阻力的大小也影響到定位的可靠性,因為鋼板是否緊靠定位摸抉對定位是十分重要的。當鋼板在定位模塊的帶動下,進入縱向裁剪王位時,輸送鏈必須停止運行,裁剪機工作。裁剪完畢后,輸送鏈再繼續向前運行,將鋼板送出裁剪機并送到磨邊輸送鏈口。如果另外設置專門的定位機構,則鏈條上的楔塊僅起推動作產用。
5、磨邊輸送鏈
采用與縱向裁剪輸送鏈相同的套筒滾子鏈,也同樣帶有定位楔塊。其輸送和定位方式也與縱向裁剪輸送鏈大致一樣。關于磨邊輸送鏈,特別要提出的是它與縱向裁剪輸送鏈的銜接問題。它們的銜接配合過程如圖1-8所示。當縱向裁剪輸送鏈停止運行以便裁剪機工作時也是上述兩條輸送鏈交接的時候。此時鋼板位置如圖所示,己送入磨邊輸送鏈口;但磨邊定位楔塊還未到位靠上,所以銅板隨縱向裁剪輸鏈的停止運行而處于暫停狀態。磨邊輸送鏈是連續運行的,當后面一對定位楔塊剛靠上鋼板邊緣時,鋼板就立即離開縱向裁剪定位楔塊而隨磨邊輸送鏈向前運行了。此時,縱向裁剪正好完畢,縱向裁剪輸送鏈開始繼續運行,又送來下一張待磨的鋼板……
鋼板在磨邊輸送鏈的帶動下,進入磨邊工位,一邊運行,一邊磨削。磨邊完畢后又送入出料輸送鏈口。
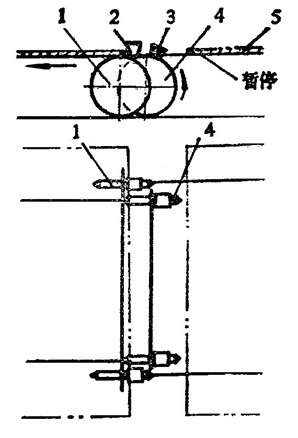
圖1-8 縱向裁剪與磨邊輸送鏈的銜接
6. 出料輸送鏈
采用與橫向裁剪輸送鏈相同的普通滾子鏈,并有單獨的電機拖動,連續運行。在它與磨邊輸送鏈之間裝有出料控制器,其作用是使出料順利。它的結構如圖1-9所示。出料輸送鏈比磨邊揄送鏈要低一些,因此當磨邊輸送鏈將鋼板送到口時,鋼板會自動傾斜跌落到出料輸送鏈上。但是當鋼板還未全部進入出料輸送鏈,仍有一半還在磨邊輸送鏈上時,如果此時鋼板馬上與出料鏈條接觸,那么,與鏈條接觸的一部分就要向前運行,而另一半還在磨邊輸送鏈上,勢必造成鋼板軋住輸送鏈。出料控制器的作用就是在鋼板傾斜跌落過程中,稍稍托起鋼板,使鋼板不與出料鏈條接觸或只是輕輕碰到,讓鋼板在它上面通過。當鋼板完全通過后,也即全部進入出料輸送鏈時,由行程開關控制、氣缸活塞桿縮回。此時,鋼板與出料鏈條全部接觸,出料輸送鏈就帶著剪磨完畢的鋼板向前運行,送入下一個工序。
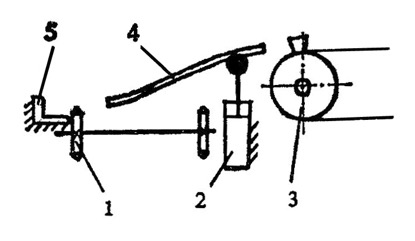
圖1-9 出料控制
1-出料輸送鏈;2-出料控制器;3-磨邊輸送鏈;4-鋼板;5-擋板
|

