《鋼桶包裝標準應用指南》
編著/楊文亮 辛巧娟
印刷工業出版社
第一章 鋼桶通用國家標準
第五節 試驗方法
7.2 氣密試驗
閉口鋼桶按照GB/T 17344 進行試驗,試驗條件見表2,檢查樣桶有無滲漏。 |
【解讀要點】
標準中規定的氣密性試驗是檢驗鋼桶密封性能的一種方法。氣密性試驗是鋼桶生產過程中需要全數檢驗的項目,一般要求漏檢率不超過1‰,在實際試驗中,目前常見的有標準試驗方法、常規試驗方法和氦質譜試驗方法等幾種。
一、標準的氣密性試驗方法
1、試驗原理
本試驗是把鋼桶充氣至預定壓力,將其浸沒于水中或涂一薄層規定的液體。通過檢查有無氣泡產生而判定樣品有無滲漏。
2、試驗設備
(1)可提供10kPa~30kPa壓縮空氣的壓力氣源。
(2)壓力表其量程為0kPa~100kPa,分度值為1kPa,精度2級。
(3)U型管。
(4)水槽。
(5)盛裝檢測溶液的器皿和刷涂工具。
3、試驗步驟
(1)試樣制備
進氣孔位置應設置在下列位置之一:①設在封閉器上;②在桶體或桶底上開孔;③設在可替代封閉器并確保密封的專門裝置上。
(2)裝好鋼桶封閉器,任意放置,不得使用任何外加固裝置。
(3)對鋼桶充氣至規定氣壓。
(4)將鋼桶完全浸沒在水槽中,觀察有無氣泡產生或在鋼桶外表面刷涂檢測溶液觀察是否產生氣泡。
(5)試驗持續時間為5min。
(6)應確定氣泡是否為鋼桶外部結構攜帶空氣所產生。
標準的試驗方法一般用于對鋼桶進行型式試驗時進行,因為這種試驗方法效率比較低,不適合生產過程中的試驗。一般鋼桶生產線的生產速度為6~10只/分鐘,而標準的試驗方法要求持續5分鐘,另外要把進氣孔設在封閉器上,試驗過程也比較費時間。如圖1-19所示為標準試驗方法示意圖。
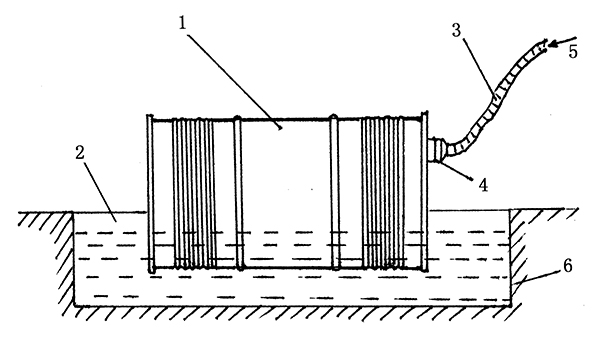
1-鋼桶;2-清水;3-U型輸氣管;4-封閉器;5-壓縮空氣;6-水池
圖1-19 標準氣密試驗方法
在生產過程中進行的氣密性試驗,多采用常規試驗方法來進行,而標準的試驗方法一般是作為抽樣檢驗來進行的。
二、常規的氣密性試驗方法
常規的氣密性試驗方法的原理與標準的氣密性試驗方法是一致的,只是為了提高試驗效率,對標準的試驗方法進行了適當的修改。
一般制桶企業,在鋼桶生產線上都會安裝一臺試漏機,該試漏機是由兩個夾盤、支架、汽缸等組成,如圖1-20所示為常規鋼桶氣密試驗方法示意圖。
它采用氣動控制,先將鋼桶滾上試驗機兩夾盤中間,然后踩動氣壓開關使夾桶氣缸9動作,通過杠桿10推動夾盤頂桿11把鋼桶夾于兩盤之間。然后壓縮空氣由輸氣管1進入桶內達到預定壓力,再用皂液噴于鋼桶接縫處觀察是否冒出氣泡。試驗完后再踩動氣動開關,使夾桶氣缸9返回帶動兩盤分離,同時卸桶氣缸8動作,將鋼桶從試驗機上推下進入下道工序。調節手輪5可以改變兩盤間距,以適應不同大小的鋼桶進行試驗。在試驗過程中,鋼桶可隨盤來回旋轉半圈,能夠觀察到整個卷邊接縫。
常規性試驗方法有很多缺陷,一是不能試驗出桶底和桶頂部位、封閉器部位的滲漏,二是試驗時間較短,達不到標準試驗要求。但由于試驗效率高,能與生產線同步進行,所以在制桶企業中應用較為廣泛。
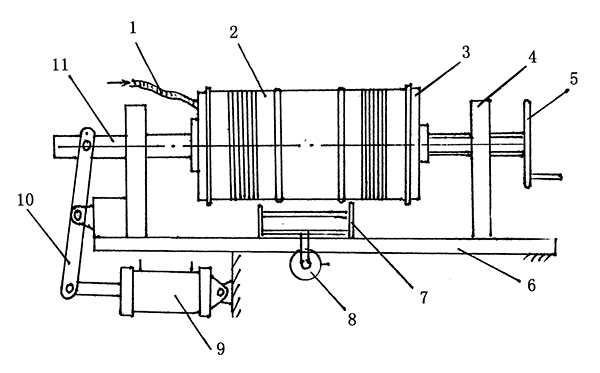
1-輸氣管;2-鋼桶;3-夾盤;4-支架;5-調節絲桿手輸;6-底座;
7-卸桶架;8-卸桶氣缸;9-夾桶氣缸;10-杠桿;11-夾桶盤頂桿
圖1-20 常規氣密試驗方法
如圖1-21為氣密試驗實例圖。

圖1-21 鋼桶氣密試驗實例
三、氦質譜氣密性試驗方法
近年來國內外采用氦質譜檢漏法對鋼桶進行氣密試驗的應用越來越廣泛。在歐、美、日等發達國家,制桶行業已全面將氦質譜檢漏設備作為制桶生產線的標準配置,用于鋼桶的氣密性檢測。
氦質譜檢漏法是以氦作為對漏孔的探索氣體,以氦質譜儀器檢測漏孔溢出氦氣的一種檢漏方法。它具有反應速度快、檢測精度高、可檢范圍大、無毒無污染、效率高無放射性等優點。
全自動鋼桶氦檢漏設備是一套由自動充氦、真空箱、氦質譜檢漏儀、工件自動傳送和電氣控制等模塊組成的機電一體化裝置。它采用真空箱法對鋼桶進行氦質譜檢漏,將充好氦氣的鋼桶自動送入一個比工件稍大的真空箱中,通過真空泵組對真空箱抽真空后,檢漏儀與真空箱連通,檢測出工件的總體漏率。整個檢測過程以微電腦為中心,采用 PLC控制,并在一個彩色觸摸屏上操作顯示設定各種信息,同時將檢漏儀和真空箱部分有機的結合在一起,無需人工干預。如圖1-22為氦質譜檢漏機的工作原理圖。
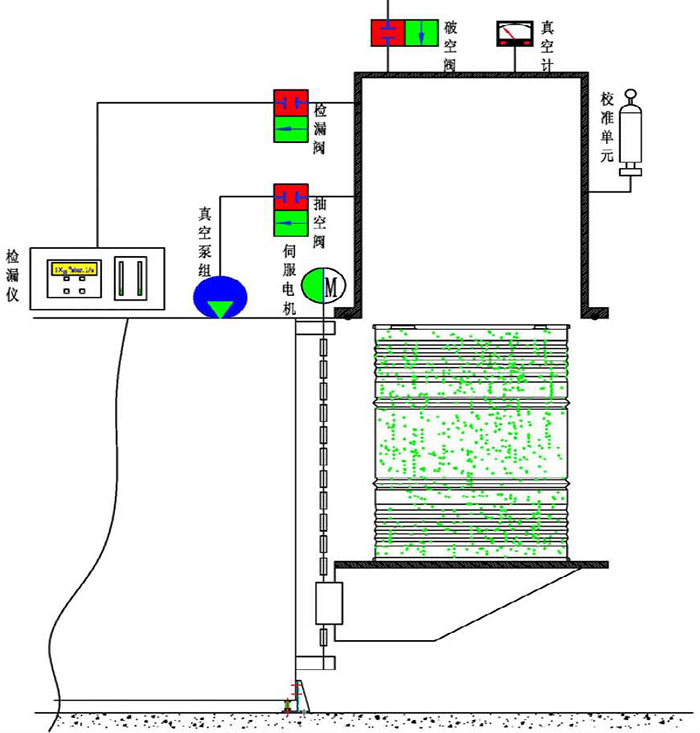
圖1-22 氦質譜檢漏機工作原理圖
全自動鋼桶氦檢漏設備工作流程如下:
(1)將上道工序流出的鋼桶在生產線上向鋼桶內充入規定壓力的氦氣。由于一般情況下鋼桶不能承受較高真空度和較高壓力,因此采取直接向桶內快速充入一定量氦氣(即打開桶蓋,用充氣槍定量充入),再擰緊桶蓋。此時桶內壓力為正常標準大氣壓。氦氣濃度為充入氦氣的體積與鋼桶內容積之比,一般約1%~5%左右。
(2)充入氦氣的鋼桶通過自動生產線送至真空箱內,然后抽空泵組開始對真空箱抽真空,到指定真空度后,檢漏儀連通真空箱,測量真空箱內氦信號。如果鋼桶有漏,則氦氣會通過漏孔進入真空箱,檢漏儀顯示漏率值。
(3)制桶企業可以按照不同客戶所要求設置不合格漏率,檢測系統自動判斷鋼桶的氦泄漏量是否超過預設的報警值。小于設定值認定鋼桶合格。大于設定值則認定鋼桶不合格,系統自動發出報警信號。
根據檢測系統給出的結果,自動裝置將合格和不合格鋼桶自動分配到合格品區和不合格品區。
全自動氦質譜檢漏方法不僅滿足標準試驗方法的精度要求,而且能實現自動、快準確的進行試驗,并與生產線緊密地結合在一起,實現自動生產過程、檢測過程的自動化連續進行。
返回目錄

