|
【專利介紹】三工位氣壓試漏檢測機
文/德州華奕
申請號:CN201620214279.8
公開號:CN205426456U
IPC分類號:G01M3/32
發明人:李子信;王留栓
專利權人:德州華奕包裝制品有限公司
摘要
三工位試漏檢測機,主要由機架、輸送鏈條、氣壓檢測報警機構、液壓密封機構和氣動推桿機構組成,氣壓檢測報警機構包括若干個設置在機架上的氣壓檢測報警器,液壓密封機構包括若干個設置在機架頂部的液壓密封器,氣動推桿機構由入工位氣動推桿、合格氣動推桿和不合格氣動推桿組成,輸送鏈條裝在機架上,入工位氣動推桿設置在輸送鏈條一側,合格氣動推桿和不合格氣動推桿設置在機架另一側。本實用新型由于增加了兩個檢測工位,檢測時間增加了兩倍,因此微漏問題由于時間的延長而發現,解決了漏檢問題,同時裝置采用全自動方式,節約了兩個人工成本,保證了質量,提高了鋼桶生產效率。
權利要求書
一種三工位試漏檢測機,其特征是主要由機架、輸送鏈條、氣壓檢測報警機構、液壓密封機構和氣動推桿機構組成,氣壓檢測報警機構包括若干個設置在機架上的氣壓檢測報警器,液壓密封機構包括若干個設置在機架頂部的液壓密封器,氣動推桿機構由入工位氣動推桿、合格氣動推桿和不合格氣動推桿組成,輸送鏈條裝在機架上,入工位氣動推桿設置在輸送鏈條一側,合格氣動推桿和不合格氣動推桿設置在機架另一側。
說明書
1、技術領域
本實用新型涉及鋼桶制造加工技術領域,具體涉及一種三工位試漏檢測機。
2、背景技術
當前制桶行業檢測鋼桶是否漏氣均采用在生產線臥式檢測方法,傳送鏈條將封好桶底桶蓋的鋼桶送到檢測工位,鋼桶兩端各站一個人手持水管噴淋焊縫檢測有無漏氣現象。微漏氣現象由于生產節拍原因看不到,因此漏檢現象時有發生。
3、發明內容
本實用新型提供了一種三工位試漏檢測機,以解決現有技術存在的鋼桶漏檢和人工成本浪費的問題。
本實用新型解決其技術問題所采用的技術方案是:
一種三工位試漏檢測機,主要由機架、輸送鏈條、氣壓檢測報警機構、液壓密封機構和氣動推桿機構組成,氣壓檢測報警機構包括若干個設置在機架上的氣壓檢測報警器,液壓密封機構包括若干個設置在機架頂部的液壓密封器,氣動推桿機構由入工位氣動推桿、合格氣動推桿和不合格氣動推桿組成,輸送鏈條裝在機架上,入工位氣動推桿設置在輸送鏈條一側,合格氣動推桿和不合格氣動推桿設置在機架另一側。
本實用新型工作時,輸送鏈條把工件送到工位上由入工位氣動推桿將工件推入工位,液壓密封器落下封住桶口上同時注入空氣,達到設定壓力保壓,氣壓檢測報警機構工作,把合格或不合格信號傳給合格氣動推桿或不合格氣動推桿推出,再由傳送鏈條送下線。本實用新型裝置使用前和生產線傳送鏈條線并聯,當封好桶底桶蓋的桶送出封蓋機來到翻轉架上把桶翻轉立到本設備傳送鏈條上,當空閑工位檢測到工件到來時由氣動推桿推入測試工位,液壓密封機構動作封住桶口注入空氣達到設定壓力停止進氣保壓在規定的時間內壓力下降到設定值報警不合格,打不合格標記氣動桿將桶推出留下不合格標記進入下線軌道,在規定時間內壓力沒有下降為合格,由氣動推桿推出測試工位進入下線軌道。下一個鋼桶到來進入第二個工位,第三個桶到來進入第三個檢測工位,第一個送出,第四個進入第一個工位循環類推檢測。
本實用新型由于增加了兩個檢測工位,檢測時間增加了兩倍,因此微漏問題由于時間的延長而發現,解決了漏檢問題,同時裝置采用全自動方式,節約了兩個人工成本,保證了質量,提高了鋼桶生產效率。
4、附圖說明
下面結合附圖和實施例對本實用新型進一步說明。
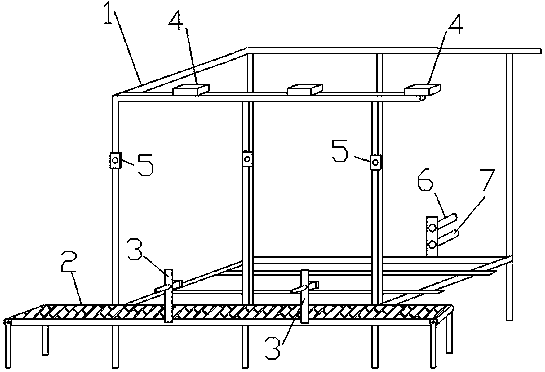
圖1是本實用新型的結構示意圖。
圖中1機架、2輸送鏈條、3入工位氣動推桿、4液壓密封器、5氣壓檢測報警器、6合格氣動推桿、7不合格氣動推桿。
5、具體實施方式
如圖所示:一種三工位試漏檢測機,主要由機架1、輸送鏈條2、氣壓檢測報警機構、液壓密封機構和氣動推桿機構組成,氣壓檢測報警機構包括若干個設置在機架1上的氣壓檢測報警器5,液壓密封機構包括若干個設置在機架1頂部的液壓密封器4,氣動推桿機構由入工位氣動推桿3、合格氣動推桿6和不合格氣動推桿7組成,輸送鏈條2裝在機架1上,入工位氣動推桿3設置在輸送鏈條2一側,合格氣動推桿6和不合格氣動推桿7設置在機架1另一側。
本實用新型工作時,輸送鏈條把工件送到工位上由入工位氣動推桿將工件推入工位,液壓密封器落下封住桶口上同時注入空氣,達到設定壓力保壓,氣壓檢測報警機構工作,把合格或不合格信號傳給合格氣動推桿或不合格氣動推桿推出,再由傳送鏈條送下線。本實用新型裝置使用前和生產線傳送鏈條線并聯,當封好桶底桶蓋的桶送出封蓋機來到翻轉架上把桶翻轉立到本設備傳送鏈條上,當空閑工位檢測到工件到來時由氣動推桿推入測試工位,液壓密封機構動作封住桶口注入空氣達到設定壓力停止進氣保壓在規定的時間內壓力下降到設定值報警不合格,打不合格標記氣動桿將桶推出留下不合格標記進入下線軌道,在規定時間內壓力沒有下降為合格,由氣動推桿推出測試工位進入下線軌道。下一個鋼桶到來進入第二個工位,第三個桶到來進入第三個檢測工位,第一個送出,第四個進入第一個工位循環類推檢測。
|

