|
圖像識別傳感器在制桶設備上的應用
文/宋源
卷邊機在裝配鋼桶桶身、桶項、桶底前有一道不起眼工序——閉口鋼桶透氣口與桶身的尋縫定位。這道工序說難不難,要做好卻也不容易。
有的特殊客戶要求:閉口鋼桶桶身焊縫線與透氣口中心線應是一條直線上、公差不得大于10mm。閉口鋼桶桶身與桶頂透氣口對正,在一般制桶設備上要達到公差不得大于10mm,確實又有點難!其實這也是用戶為了灌裝機尋口設備的需要而提出的,如下圖所示。

焊縫要與透氣口對正
2019年我公司改造了鋼桶桶身卷封工藝生產線,采用了自動輸送閉口鋼桶桶身、自動輸送閉口鋼桶桶底、桶頂、自動尋口,自動桶身尋縫,在試制過程中,由于各種機械、電器元件的限制,桶身焊縫尋縫無法達到客戶要求。
我們帶著問題尋找解決問題的辦法,桶身焊縫尋縫一般是由電動機帶動減速機、減速機帶動旋轉輪、旋轉輪帶動桶框旋轉、由電感應信號決定電機啟動和停止。光電信號、光纖信號在運行過程中或多或少會受到外界條件變化的干擾,經過一周運行桶身焊縫尋縫正確率只能達到60~80%。
主要問題如下:
1、桶身在生產W筋滾壓成形后,變成不規則的橢圓形,在尋縫的旋轉過程中,相對于信號的距離發生偏差,信號所接收的反饋量發生變化,就會出現檢測失敗、合格率低;
2、酸洗磷化后桶身的色差、水漬、劃傷,都是光纖、光電信號的硬傷;這樣就需要一遍又一遍的調整參數設置,還總是無法穩定、準確、快速的進行桶身焊縫尋縫定位,需要尋找更精密檢測信號。

安裝視覺圖像傳感器的卷邊封口機
通過與相關人員一起研究,說明緣由、策劃方案、寄樣板、結果反饋,最終鎖定照明一體型、視覺圖像識別傳感器。傳感器是通過檢查對象的圖案是否與合格品一致,進行面積或輪廓比對,相似度1%~100%可調,這樣就可以避免水漬、劃傷對焊縫檢測的干擾。在設定拍攝條件時,還可以設定拍攝面積和識別區大小,減小相對識別面積,可以加快識別效率。合理調整拍攝的亮度和焦點,可以彌補桶框變形后所造成造成的干擾。經過綜合設定,一段時間運轉,測定誤差在±10mm以內、合格率可以達到96%,誤差在±50mm以內的可以達到99.8%。
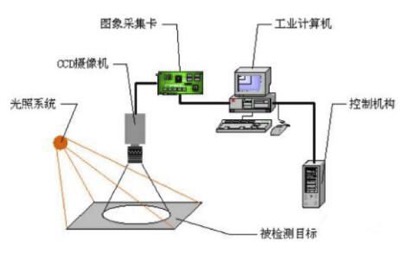
視覺圖像傳感器的工作原理
視覺圖像傳感器可以通過選裝的圖像監視器或電腦操作軟件完成在線監測和設置調整。正常工作時的觸發輸入,通過光電開關或PLC同步對象物品的位置,輸入拍攝開始信號;開始圖像拍攝,點亮內置照明,通過CMOS傳感器拍攝檢測對象的圖案;識別處理,根據識別工具的設定,檢查對象的圖案是否與合格品一致。最多可設定一定的識別工具。還可以對誤判斷位置偏差進行修正。最終輸出結果判定。
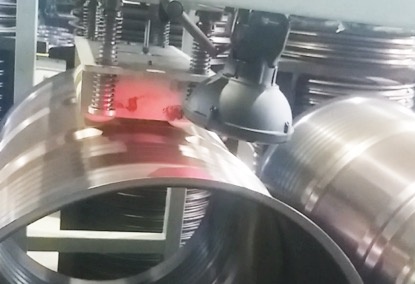
生產線上的視覺圖像傳感器
根據半年的設備運行我們感到視覺檢測已成為現代工業普遍的檢測工具,與人眼相比,機器視覺可以更好的為工業生產服務,減少工件在檢測過程中的誤差,提高了工件檢測準確性,有效提高產品合格率。
視覺圖像識別傳感器還可以應用到鋼桶印字、印花工藝,通過識別鋼桶圖案的輪廓、顏色等設定參數,完成殘次品的判定,實現整個生產過程提高全自動化的判定精確度。
(作者簡介:宋源,新疆新投康佳公司金屬包裝公司)
|

