輥式板料校平機型式的參數確定
文/邢偉榮
摘要:簡要介紹了板料校平方式、輥式板料校平原理、常見輥式校平的型式及主要參數的確定方法。
關鍵詞:輥式;校平機;型式;參數
1 概述
校平作為一種工藝手段廣泛應用于冶金、船舶、石化、鍋爐、金屬成形等行業。金屬板材的瓢曲、弧彎、波形等缺陷需要校平,有的金屬板材在切割或沖壓成形后也需要校平。通常金屬板料的校平方式有機械校平和熱矯正兩種方式。根據校平原理,機械校平又可分為利用一次橫向彎曲法完成的校平;利用拉伸法完成的校平;利用輔以一定位伸力的多次橫向交變彎曲的方法完成的校平(圖1)。常用的校平裝備有以下幾種:

a)拉伸校平;b)張力校平;c)壓力校平;d)輥式校平
圖1 常見校平方式
(1)壓力機上的校平是在活動壓頭和兩個固定支點間,利用一次反彎的方法進行的校平,主要用于中厚板及板件的校平,這種方法生產率低且操作繁雜,精度不易保證。
(2)拉伸校平機或張力校平機上的校平是在板料的兩端施加超過材料屈服點的張力,使其產生彈塑性變形,從而將板料校平,主要用于有色金屬薄板的校平,但拉伸校平機生產率低且鉗夾住的部分需切除,造成板料損耗。張力校平時無此缺點。
(3)輥式板料校平機上的校平是當板料通過交錯排列的輥子之間時,利用多次輔以一定拉伸力的橫向交變彎曲而使板料得到校平,可用于各種金屬板料的冷態校平,是較為理想的板料和板件校平方式。由于輥式校平機生產率高且易于實現機械化,可單機或在線使用,因而其應用范圍十分廣泛。
通常,校平板材的屈服點、屈服點與強度極限之比、板坯尺寸、板料原始狀況、校平精度要求、生產鋼領、工藝流程或在線要求等是設計者和使用者設計、選用輥式板料校平機型式和參數的基本依據。
2 輥式校平的基本原理
輥式校平是在交錯排列的上、下排工作輥之間進行的,其中一列工作輥位于另一列工作輥的空檔中間形成交錯的排列,上、下排工作輥之間的距離可以調節。校平時上、下工作輥之間的間隙應調節得略小于所校板材的厚度,且應保證其進口側為完全塑性變形,出口側為完全彈性變形。校平時當板料被嚙入,工作輥利用材料的“包辛格效應”,對板料進行正反方向的多次交變彎曲,使多種原始曲率逐步變為單一曲率,最終變得光滑平整,板材殘余應力減小且分布均勻。
輥式板料校平的彎曲變形過程符合彈性理論。
3 輥式板料校平機的型式及特點
3.1 輥式板料校平機的分類
按照工作輥的排列方式,輥式板料校平機可分為上輥單調式、輥列平行式和輥列不平行式三種機型(圖2)。
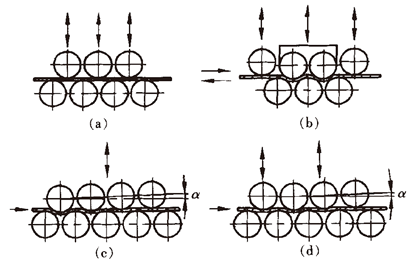
a)上輥單調式;b)輥列平行式;c)輥列不平行式;d)改進型輥列不平行式
圖2 常見輥式板料校平機輥列排布
按照工作輥和支承輥的層數,帶支承輥的輥式校平機可分為四層結構式和六層結構式兩種。
按照上、下排工作輥間隙的調整方式,輥式校平機可分為上調式和下調式兩種。
按照主機部分的結構,輥式校平機又可分為四柱式、框架式和箱式。
按照驅動方式,輥式板料校平機分為液壓式和機械式。按照傳動形式可分為帶萬向接軸傳動、分輥主驅動和上、下排工作輥分別驅動的輥式校平機。
3.2 常用輥式板料校平機的特點
通常輥式板料校平機是按照工作輥的排列方式來劃分的:即分為上輥單調式、輥列平行式和輥列不平行式。下面分別討論這些結構形式的特點。
(1)上輥單調式板料校平機(圖2a)
這種校平機的每根上排工作輥均可單獨升降調整,由于一般不設支承輥,因此,工作輥直徑和距離較大。
這種機型主要用于中厚板的校平,根據工作需要可方便地調整上、下排工作輥的間隙。由于工作輥徑和輥距較大,因而其校平精度較差,一般用作粗校機或在線使用。
(2)輥列平行式和輥列不平行式輥式板料校平機(圖2b)
輥列平行式輥式校平機上、下排工作輥排成互相平行的兩列,上排工作輥(含兩邊導輥)可上下升降移動,同時兩邊導輥還可單調升降,主要用于中厚板校平。輥列不平行式輥式校平機上、下排工作輥呈一定角度,上排工作輥可上、下升降移動,同時相對下排工作輥可實現角度傾斜,主要用于薄中板校平,但最近幾年有用于中厚板校平的趨勢。這兩種校平機均設有支承輥,均有較高校平精度,是目前應用最多的輥式校平機。
兩種產品性能特點見表1。
表1 兩種輥式板料校平機性能對比
| 性能 |
輥列不平行式 |
輥列平行式 |
校平原理 |
上下輥列呈一定角度,從入口側至出口側其開口度逐漸增大,板料的彎曲曲率逐漸減小,入口側板料為塑性變形,向出口側運動時其塑性變形程度逐漸減小,至出口側為完全彈性變形。這種校平過程的變形特點:可以更好地校平板材的不規則彎曲,同時由于后面各工作輥始終給被校板一水平拉力,因此,特別有利于消除板材的內應力。其校平過程最符合校平原理 |
出口側導輥的間隙必須使板料產生完全彈性變形,而在此之前至入口側板料均為
變形程度相等的彈塑性彎曲 |
運動狀況 |
進出口板料有一定速度差,板料與輥子可能出現相對滑動摩擦 |
進出口板料速度差很小 |
喂料狀況 |
不利于板料的咬入 |
導輥可單獨升降調整,有利于進料 |
整機受力 |
整機受力較小(為輥列平行式的0.9倍) |
整機受力較大 |
主電機功率 |
較小 |
較大 |
機器結構 |
較復雜 |
較簡單 |
使用性能 |
一般為單向進料,主要用于薄中板,有用于中厚板的趨勢 |
可雙向進料,反復校平,主要用于厚板 |
校平精度 |
較輥列平行式高 |
較輥列不平行式低 |
由上表可見,輥列平行式和輥列不平行式輥式板料校平機由于結構不同,其使用性能和特點也有差異。
近幾年來,隨著校平機技術的發展,出現了改進型輥列不平行式輥式校平機,變輥距輥式校平機。國外還出現了可自動調整校平力、自動補償工作輥彈性變形的液壓校平機。
改進型輥列不平行輥式校平機(圖2d)吸收了輥列不平行式輥式校平機的優點,同時由于其入口側上排第一根工作輥可單獨上下移動一個較小的距離,因而大大改善了板材的咬入條件。
變輥距式輥式板料校平機采用了大小輥組合排列式,根據所校平板材的不同厚度,通過調整工作輥的壓下和提起,使不同的工作輥參與校平。這種機器校平板料厚度范圍可達10倍,且校平精度較高。
可自動調整校平力、自動補償工作輥彈性變形的液壓校平機用于特別難校平,且校平精度要求高的板料或板件(如淬火后的鋸片)的校平,其校平精度可達0.1mm/m。
4 輥式板料校平機參數的確定
輥式板料校平機的參數包括工作輥距t、工作輥徑d、輥數n、輥身長度L和校平速度v等,正確選擇和確定這些參數對保證校平質量、機器結構尺寸的合理性和功率消耗等有著重要影響。
(1)輥距t
輥距是輥式板料校平機最重要的參數,它決定了校平板料的厚度范圍、機器的結構尺寸,同時影響著傳動功率。
選用或確定輥距時,既要滿足校平最小板厚時的質量要求,又要滿足校平最大板厚時的強度要求。
最大允許輥距tmax為:
 (1)
(1)
式中:hmin——板料彈性模量,mm;
E——板料彈性模量,MPa;
σs——板料屈服點,MPa。
假定D=0.95t,接觸應力不大于2σs,按接觸強度導出的最小輥距tmin為:
 (2)
(2)
式中:hmax——校平最大板厚,mm。
按工作輥的扭轉強度導出的最小輥距tmin為:
 (3)
(3)
式中:b——校平最大板寬,mm;
σ0——工作輥許用扭轉強度,MPa。
tmin按式(2)和式(3)分別計算后取大值。
最后確定輥距tmin<t<tmax(盡量取小值),并應按JB 1465圓整。
(2)輥徑D
輥列平行機可取為(0.85~0.9)t,在大型機器中還可取到0.7t。輥列不平行機D可取為(0.9~0.95)t。
(3)輥數n
增加輥數就是增加板料的交變彎曲次數,從而提高校平精度,但也會增加加工硬化和機器的功率并使結構復雜,因此,在保證校平質量的前提下,應盡量減少工作輥數。
薄板比厚板更難校平,因此,板材越薄,板寬與板厚的比值越大,其瓢曲和弧彎等缺陷越嚴重,應該減小輥距以增加板材的彈塑性彎曲變形。但由于tmin限制,輥距不能選得太小,為此常以增加輥數來改善校平質量。因此,板材越薄,板寬與板厚的比值越大,板材屈服點越高,工作輥數目應越多。
輥式板料校平機工作輥數量≥5輥,一般為5~29輥。
(4)輥身長度L
L取決于最大板寬bmax,一般按L=bmax+(100~300) mm來選用。
(5)校平速度v
對于單獨設置的輥式板料校平機,校平速度v取決于校平機的生產率要求,并應考慮板材的規格和溫度。一般熱校時速度高些,冷校時速度低些;校薄板速度大些,校厚板速度小些。建議校平速度4~20m/min。
對于設置在生產線上的校平機,其校平速度與生產線速度相匹配,并常常是可調的。
5 結束語
以上簡單介紹了輥式板料校平機的校平原理、型式、特點及主要參數的確定方法。選擇合理的輥式板料校平機型式及參數,不僅可以保證最大限度的滿足用戶要求,也是設計者保證所設計的產品結構先進、功能合理、成本低、使用維修方便的需要。

