|
來看看傳統的錐形鋼桶是怎么制造的。別跟我說脹錐和縫焊,都不存在的!
文/楊柳
(點擊這里看視頻)
在幾十年前,焊阻焊技術和桶身脹形技術還不普及的時候,錐形鋼桶的制造方法和現在大不相同。這個視頻就清楚地說明了傳統制桶工藝和方法。下面我們對桶身錐形和接縫的生產工藝進行解析,希望你有所了解。
首先說一下桶身的錐形成形方法。
一般是采用錐形卷圓機對下好的扇形桶身板進行圓錐卷圓。錐形卷板機大般是這個樣子的。
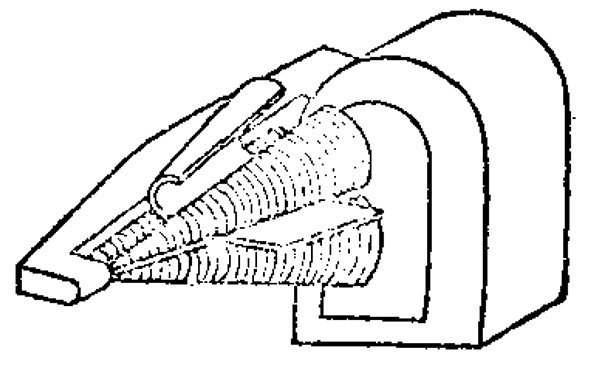
圖1 錐形桶卷圓機外形圖
錐形桶身卷邊機常見的有兩種,一種是圖1中的錐形輥子,另一種是圓柱輥子,但卷圓時輥子的兩端調整的間隙不同,一邊間隙大一邊間隙小,也可以卷成錐形,其工作原理見圖2。這個一般適用于錐度不太大的桶身卷圓。
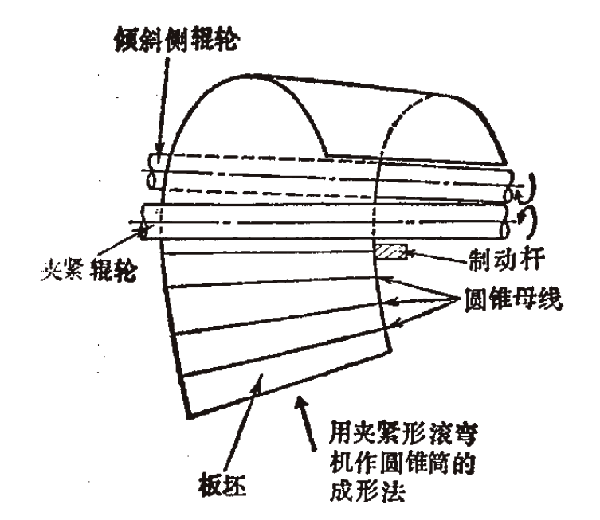
圖2?錐形桶卷圓機原理圖
扇形桶身料的送進也有講究,如圖3所示,需要進行扇形進料法。

圖3?扇形桶身板料送進裝置
如果你要生產的錐形桶的錐度比較大的話,大概采用脹錐的方法是不可取的,上面的方法就會成為唯一的方法了。
下面說一下桶身接縫的結合方法。
桶身接縫邊需要先進行折邊加工,加工的方法如圖4所示,加工的折邊形狀如圖5所示。
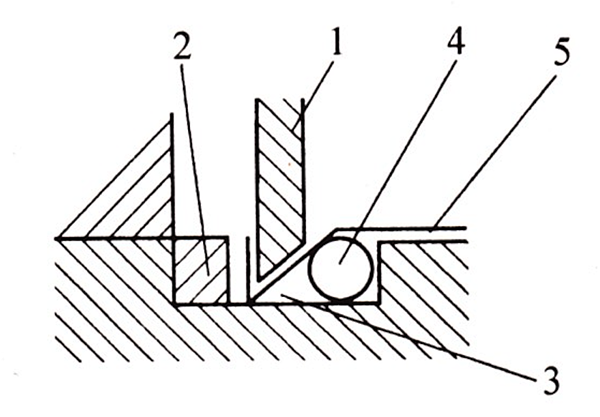
圖4 折邊成形方法
1-折邊模;2-下模;3-模槽;4-下模輥;5-桶身料
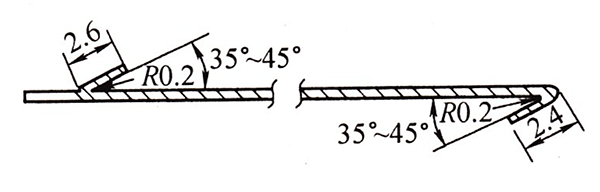
圖5?桶身折邊的結構尺寸
桶身折邊后,就可以把兩邊的折邊勾在一起,然后在壓力機上壓平就可以了,這一步通常叫踏平或鎖邊。如圖6所示為鎖邊后的形狀和尺寸。當然這一過程中,必須在折邊內涂密封膠,不然接縫就會泄漏。
這里要說一下,因為搭邊處厚度比較大,所以在桶身與底蓋卷封時,難度比較大,所以,桶身下料時,上下邊緣部位要切個角,這樣鎖邊后,上下邊就會出現一個缺口,如圖6(b)所示。

通過以上的簡單說明,再回頭看一看前面的視頻,你應該大致了解了傳統錐形桶的生產工藝過程了。
說實話,目前采用這種方法生產鋼桶的并不少見,只是你可能還沒有看見或者沒認真觀察罷了。
|

