|
【海外專利】一種新型鋼桶卷邊封口結構及生產工藝
文/楊柳
專利號:US4626158
發明人:Lucien F. Le Bret
發明人所在地:Lucien F. Le Bret, Saint Gratien, France
【摘要】
用于將桶底組裝到桶身上的三重卷邊接縫,以及用于形成三重卷邊接縫的生產工藝。所述工藝包括形成軸向延伸的接縫結構的步驟,該結構包括屬于所述桶身和桶底的相鄰邊緣的多個層。其中一個相鄰的邊包括第一層和連續的通過折疊的第二層,其軸向長度小于所述第一層的軸向長度,以增加接縫結構的第一軸向截面中的層數。該工藝還包括將接縫結構層壓成均勻寬度的步驟。在該過程中,作為初步步驟,在所述體邊緣形成鉤形輪廓。

【發明背景】
本發明涉及一種卷邊接縫,即用于通過縫合方式組裝的桶身和桶項、桶底的包裝桶,特別是用于金屬桶或類似物的這種類型的卷邊接縫。所述卷縫是這樣一種接頭,其桶身和桶項、底的相鄰邊緣通常形成在軸向延伸一定高度的相互混合結構的交替層。這些接縫被稱為單層、雙層和三層,它們分別由三層、五層和七層材料組成。雙縫和三縫是目前金屬桶或復合桶制造中最常用的技術工藝。
接縫通常是包裝或容器最容易泄露的區域,特別是在意跌落的情況下。因此,長期以來,人們一直在研究提高這種接頭的力學阻力或強度的方法和途徑。
早在1919年(見英國帕特。第142.967號)中描述了一種用于加強接縫的工藝。這一過程包括將桶底部的邊緣預先折疊起來,以便在縫合時使其過于厚。在該操作之后,以這樣一種方式進行卷邊縫合,使桶底部和桶身的相鄰部分呈現,以形成沿其高度的彎曲的接縫結構。
比利時帕特(第793 - 875號)規定將這種工藝應用于雙縫,并指出可在底部邊緣或金屬桶桶或類似物的邊緣進行預折。
這種過程導致了組裝卷邊的結構,該結構被限制在兩個極限面之間,其中至少有一個極限面呈現出與先前一個組裝部件的預折疊所形成的過寬大致對應的彎曲。例如,如果關節外表面的輪廓保持和保持實際上是直的,結果是卷邊內表面的輪廓將是彎曲的。這在卷邊的內部結構中預先施加了一個彎曲的形狀或路線,這將主要影響卷邊內表面與預折折層之間的層,從而實現過厚。
以這種方式制成的卷邊接縫結構在某些情況下提高了接頭的力學性能。然而,經驗表明,這在證明仍然是有限的,也就是說,由于彎曲的預折是有限的,由桶身本身的厚度造成的過厚。
法國帕特(編號1447436)和第一個附加證書(編號89175),描述了一種將桶底部組裝到容器桶身上的技術過程,導致由五層以上厚板組成的接縫,即具有七層厚板的三層縫。這一過程的主要特征是底部的徑向邊緣在桶身邊緣被向后推。這將導致底部邊緣沿著并圍繞桶身邊緣旋轉。
法國帕特(編號7523885)描述了該三層縫工藝的發展,主要包括底邊的準備工序。在將兩個邊相互卷封之前,底部邊緣的外圍區在桶身邊緣的方向上被彎曲成預定的角度,并且在該外圍區形成一個小的開口鉤子,該鉤子的開口一側面向桶身的軸向。
【發明概述】
為了加強所鋼桶卷邊的機械性能,本發明提供了一種能夠以令人驚訝的方式增加所獲得的加強作用的效果的工藝技術過程。
該過程開始于對其桶身和桶底的一個相鄰的邊緣的部分,以卷縫組裝。所產生的接縫結構具有給定的高度,并包括交替屬于所述兩個相鄰邊的每一層的多個層。重疊增加了先前確定的給定高度的部分的層數。根據本發明,該方法本質上以所獲得的結構的層壓操作為特征,其結果是所有給定高度具有最終均勻的均勻厚度。
重疊被嵌入相鄰層的金屬中,所有層都有變薄的效果,根據每一層或多或少地存在著。因此,過度卷曲折疊轉化為一種牢牢固定在相鄰層之間的“核”,而這些層又通過一種冷軋而硬化。
通過本發明獲得的增強可以用兩個事實來解釋。第一個是,根據本發明執行的層壓操作導致影響過厚區中所有界面的彎曲,而與先前應用的工藝相比,只有大約一半的界面提交到彎曲。二是在受分層影響的整個過厚區,材料的彈性極限可以大大超過,而在前一種工藝中,屈服于彎曲的層的彈性幾乎沒有受到影響,并且確實留下了鋼板折疊展開的趨勢。在根據本發明進行層壓后,這種展開的傾向實際上可以被抑制:“鋼板的神經”可以被“折斷”,就像藝術工作者所說的那樣。
另一個需要解決的問題是,如何在最佳的工業條件下,將桶底部和桶身的邊緣卷縫起來,使其具有最大的強度和完美的密封。本發明還提出了一種獲得三縫的新方法,其主要特征是在所述桶身邊緣上進行預備操作。根據本發明,該預備操作是將鉤形輪廓成形為桶身的翻邊邊緣部分。該操作在對桶身的端部的邊緣進行卷封之前預操作。
實踐表明,這樣的桶身邊緣預折邊可以獲得質量良好的三重接縫。同時,這種制備方法使卷邊機的調整更容易,并使獲得規定的制造公差減少負擔。
本發明的特點和優點將在下文的描述中說明,并參照所附附圖,作為不限制的描述性實例,說明實施本發明的方法。
【附圖說明】
圖1至圖7是根據本發明的工藝的各個階段的剖面圖的示意圖部分表示:
圖1顯示出桶身邊緣的準備階段。

圖2顯示出了所述待縫合桶身的邊緣的成形。

圖3顯示了應用接縫密封膠后底部的定位。

圖4為頭道滾輪的進給卷邊情況。
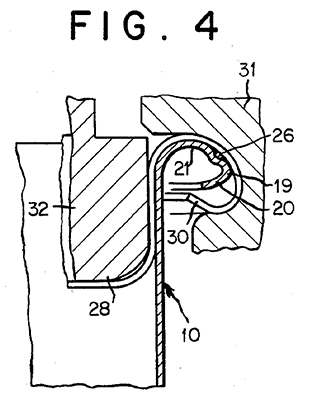
圖5示出頭道滾輪操作的結束。

圖6和圖7是最后卷封的結果。
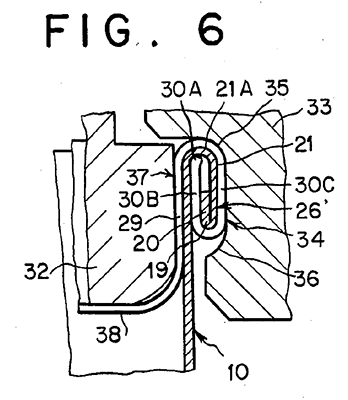

圖8與圖7相似,但顯示了具有底部邊緣重疊的另一種變體。

圖9至12說明了實施圖8的替代變體的方法的各個連續階段。
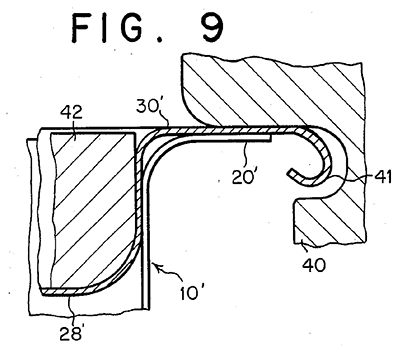



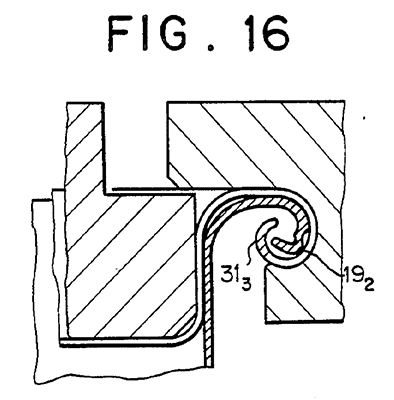
圖13至圖18所示為采用圖1、圖2和圖3所示的準備操作形成三縫的另一種方法。





【優選實施例和詳細說明】
(略)(有興趣的朋友聯系我們,可發原文給你)
|

