|
208升無筋直開口鋼桶直徑尺寸問題及改善方案
文/孫偉(撫順福鼎包裝制品有限公司)
這是撫順福鼎包裝制品有限公司孫偉先生為解決用戶提出的質量問題所做的“8D報告”。在以前,我們稱之為“QC小組成果報告”。
制桶企業在分析解決質量問題時,可以以此8D報告為模版進行問題分析和解決,此為拋磚引玉。
◆?◆?◆?◆
D1:組建問題分析小組
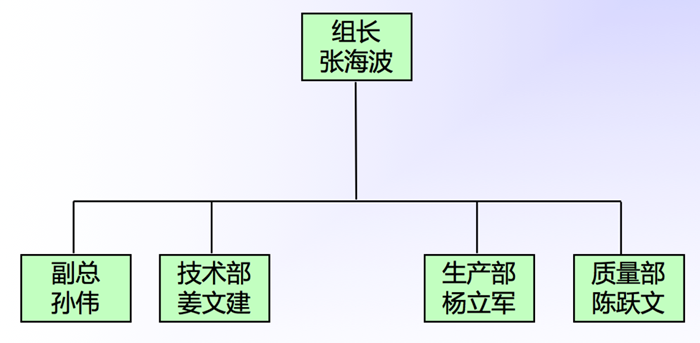
QC小組的成員,主要是與質量問題相關的人員,一般情況下包括:人、機、料、法、環五外環節。即操作工、設備管理、原材料、技術工藝、生產環境等。
◆?◆?◆?◆
D2:問題描述

一、過往存的問題及解決方式:
我公司一直以來為貴公司提供一款名為55加侖壓盤開蓋大桶(直上直下)。今年5月份貴公司提出是否可以執行GB325.1-2008 桶內徑尺寸571.5±2的標準,隨即,我們進行了測量,測量結果基本符合標準要求,公差范圍都是在允許的下限值(569.5mm-571mm)。并發技術圖紙給貴公司。
1、在2021年06月28日晚,貴公司客訴我們的產品內徑尺寸無法滿足要求,好多鋼桶存在橢圓形現象并非正圓。雖然,當時已下班,但我司依舊安排技術人員到達現場,與現場人員一起分析問題,并在現場修整了部分不夠圓整的鋼桶。以保證當時貴公司的發貨用桶需求。雙方人員通過溝通也初步分析出結論,認為是運輸中鋼桶倒趴擺放,導致鋼桶受擠壓出現不圓整的質量問題。

倒趴擺放

直立擺放
2、7月7日二次發貨,采用直立式裝車。在此期間貴公司咨詢我們是否可以把鋼桶內經尺寸按上限公差進行調試生產。通過技術分析,得出結論是現有磨具是無法滿足客戶的需求,除非是重新定制磨具。并發情況說明給貴公司。但考慮貴公司急于發貨原因,我技術人員還是嘗試適當放長桶身板長度,來達到上限尺寸(1800mm).本次100只桶在入廠檢驗時,貴公司采用定尺的磨具進行試驗,試驗結果:當時認定有45只鋼桶不能滿足客戶需求。認為該批產品桶蓋、桶腰、桶底內經不同。(這次調式結果依然不能滿足客戶需求)

◆?◆?◆?◆
D3:臨時對策
1、由原來倒趴式擺放改變為直立式擺放,避免鋼桶受擠壓變形。

2、在鋼桶扳邊撞管的磨具尺寸不變的情況下,把桶身板尺寸由原來長度1796mm該為1801mm。
◆?◆?◆?◆
D4:原因分析
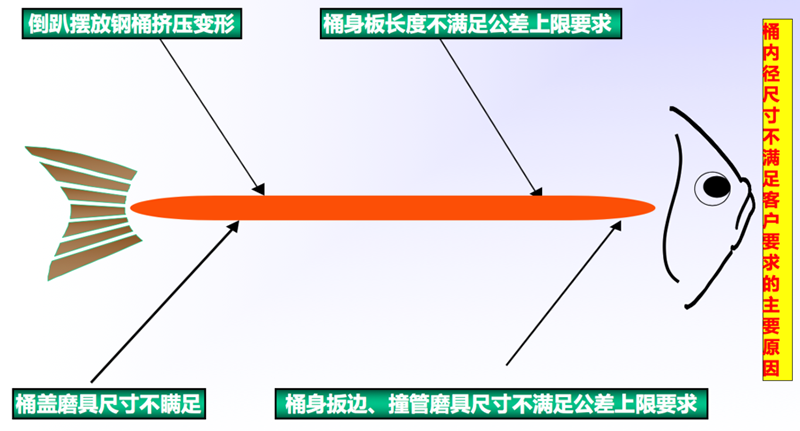
鋼桶的桶口、桶腰及桶底部的內徑測量時均有所不同?
1、鋼桶在撞管(桶口卷管形成的過程中)是依靠磨具的擠壓,輸引至磨具的管槽中,該磨具輸引部位的外徑是由小變大的。(不加裝漲筋及波紋筋的情況下,都會出現該問題)
2、桶口卷管形成的過程中,板材是要被磨具拉伸變形的。

◆?◆?◆?◆
D5:改善對策

1、重新定制扳邊撞管的磨具,桶底蓋成形磨具。(技術:姜文建)
2、桶身板下料尺寸調至1803mm(車間:楊立軍)
3、運輸過程中,由原來的倒趴擺放改成直立擺放(調度:紀海洋)

◆?◆?◆?◆
D6:預防措施
1、對品檢、檢驗人員進行培訓,增強檢出力度。(品檢/陳躍文)
2、定期對磨具進行維護保養。
◆?◆?◆?◆
D7:效果確認

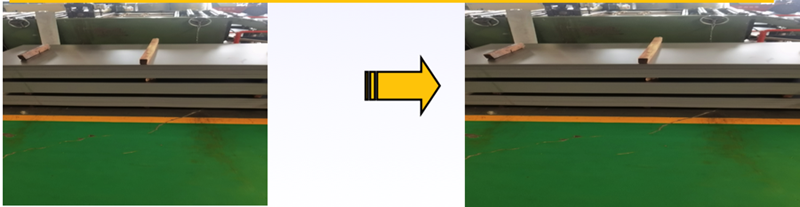
改善前

改善后
驗證結果:內經尺寸達到GB/T325.1-2008國家標準的公差范圍上限要求572mm-573mm。
◆?◆?◆?◆
D8:結束篇
小組祝賀,預祝新樣品可以,滿足客戶需求。
|

