|
沖壓模具內部導向自動潤滑裝置的改進
文/徐躍飛
本文介紹了沖壓模具內部導向部件潤滑的重要性,對比分析了常用潤滑裝置的優缺點,提出改進優化方案,并詳細闡述改進裝置的結構、技術要點及工作原理,以實際使用效果驗證了改進方案的實用性和推廣價值。
隨著工業發展,產品造型越來越多變,從而要求模具需要更多斜楔來實現特殊造型,而斜楔工作導向部件需要油脂潤滑,才能實現斜楔工作順暢,保證產品質量穩定。同時,在生產技術不斷革新下,沖壓模具均需在10次/分鐘以上的沖次進行連續生產,在高速精密沖壓中,模具各導向部件之間的摩擦激烈,若沒有保證足夠的潤滑,隨時間的推移,將嚴重損壞導向部件的零件精度,進而影響產品質量,以及模具使用壽命。因此,尋找合適的模具潤滑裝置,對沖壓車間正常生產尤為重要。
一、常用潤滑裝置
模具行業一般采用化學式自動加脂器(圖1)應用于模具內部導板的潤滑,也有極少部分企業采用的是機械自動加脂器(圖2)。

圖1 化學式自動加脂器

圖2 機械式自動加脂器
1、化學式自動加脂器
通過化學反應使加脂器內產生氣壓,從而推動油脂進入潤滑區域,起到潤滑作用。
缺點:使用周期較短(6個月~1年),與產量沖次無關,對非熱銷車型模具來說,浪費較嚴重。且購買周期較長(半年左右),庫存不足時,不能及時更換,從而對導板造成損傷、進而影響零件質量。
2、機械自動加脂器
通過使用底座彈簧將潤滑油脂向上推送至加脂器的油脂注油孔處,然后沿導向軸套向下落至潤滑點。油脂使用完成后,可反復使用,壽命1~3年。
缺點:初始階段彈簧壓縮力較大,出油量較大,模具工作過程易產生飛濺,影響零件表面質量。同時,該產品與化學式自動加脂器存在同樣的問題,與產量沖次無關,對非熱銷車型模具來說,浪費較嚴重。
除此之外,上述兩種加脂器體積較小,因此模具內每個導向部位需安裝一個,以使用模具為例,用量最多的一副模具需配備16個化學式自動加脂器。然而,模具在高沖次工作過程伴有較大振動。因此,現有加脂器在生產過程中,存在掉入模具內部,造成模具打壞風險。
二、改進潤滑裝置
為解決現有技術缺陷,此次優化的目的在于設計一種新型自動加脂器,可以有效解決冷沖模斜楔導向部件在潤滑過程中對導板造成損傷且浪費潤滑油脂的問題。
經過現場調研、拆裝現有裝置結構及反復試驗驗證,最終確認技術方案,如圖3所示。改進后的自動加脂器,其特征在于,包括油量減速閥1、第一轉換接頭2、油脂腔3(聚氨酯材料,透視可見)、第二轉換接頭4、第一連接管5、減壓閥6和第二連接管7,所說的油量減速閥1通過第一轉換接頭2與油脂腔3的一端相連,所說的油脂腔3另一端通過第二轉換接頭4與第一連接管5的一端相連,所說的第一連接管5另一端通過減壓閥6與第二連接管7的一端相連,所說的第二連接管7另一端與壓機氣源相連。

圖3 改進后自動加脂器的結構圖
1、工作原理
如圖4所示,使用冷沖模斜楔導向部件f通過油管g與自動加脂器e相連,自動加脂器e通過氣路連接管h與壓機氣路接頭i連接,當模具完成一個沖壓動作時(即壓機上滑塊處于0°),壓機氣路接頭i處產生氣壓,從而推動自動加脂器e開始工作,工作時間為壓機上滑塊由0°運行至180°,每完成一個沖次,自動加脂器e完成一次潤滑工作。
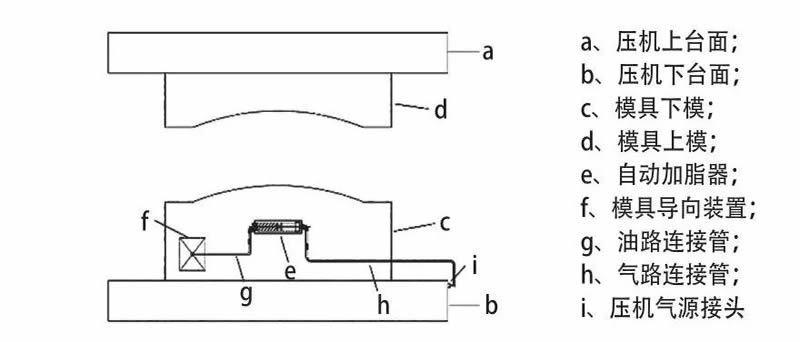
圖4 改進后自動加脂器的工作示意圖
2、改進后自動加脂器優點
(1)出油量可調節,且在工作狀態出潤滑脂,模具不使用時,該設備不工作,節省油脂。
(2)腔體具備抗振、抗壓屬性,固定在模具上,不易松脫,可長期使用。
(3)腔體具備透明屬性,便于觀察油量使用情況,不足時可及時加注,降低油脂不足對模具造成損傷風險。
(4)該裝置容量500ml至1000ml,為常規加脂器的5到10倍,一副模具配置一個,安裝在模架外側,靠油路分散到各導向設備,起到潤滑作用,具有巨大的經濟和社會效益。
三、實際使用效果
為驗證改進后加脂器實際使用效果,我們首先選擇新朗逸翼子板OP60模具進行驗證,該套模具每月生產沖次達4萬次以上,且左右對稱部位共有四個化學式自動潤滑裝置同時工作使用。如圖5所示,取消原設計4個化學式自動潤滑裝置,使用一個上述改進裝置進行替換,模具內部通過油管連接。
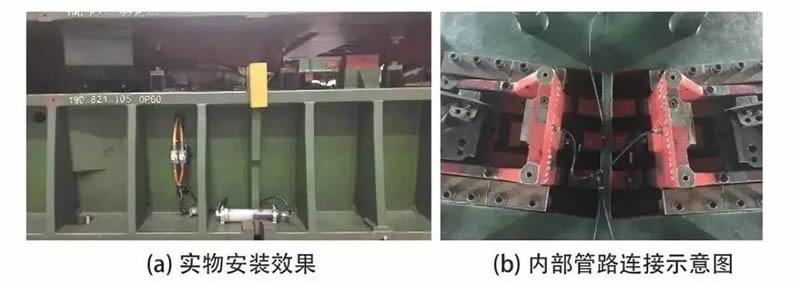
圖5 現場實物
自2019年6月至9月,經3個月的試用,現場使用良好,后期逐步在公司沖壓車間內替換實施。通過成本計算,僅長沙工廠模具使用潤滑裝置全部替換后,年節約成本14.68萬元。該方案已同步在其他沖壓車間推廣使用。
|

