|
防偽鋼桶封蓋常見缺陷的原因及對策
文/王瑞波
防偽鋼桶大小桶口部位在鋼桶生產以及在油品灌裝線上封口鎖緊時,會出現防偽桶塞連接板斷裂,鎖閉環防偽齒掉落、防水蓋不牢固脫落等問題。這些問題與防偽桶塞、鎖閉環本身質量、形狀,桶口沖孔翻邊后的形狀尺寸,鎖閉環與桶頂嵌入壓合過程、壓合后的形狀尺寸以及油品灌裝后防偽桶塞的旋緊,封口鉗的調整、正確的封口方法等過程有關。

圖1 防偽鋼桶封閉器
一、桶口制造中的技術要求
大小桶口沖孔翻邊形狀尺寸要達到相應的要求。如不合適會出現鎖閉環在桶口放置過程中放不到位,壓合模損傷鎖閉環,防偽齒變形,鎖閉環壓合后不平,底部周圓未貼緊桶口八方上平面,這會使防偽桶塞在旋緊過程中防偽桶塞的齒與鎖閉環的齒碰撞變形,損壞防偽桶塞的連接板和鎖閉環防偽齒。

圖2 標準桶口翻邊尺寸

圖3 注入口翻邊形狀

圖4 透氣口翻邊形狀
二、防偽環的安裝、調整、運輸要求
1、檢查大小鎖閉環是否完好,無變形、無掉齒等缺陷,如無問題將鎖閉環放置于大小桶口部位,使鎖閉環底部與桶口八方上平面貼緊,不得有放斜放不到位等現象,以免壓合中損傷鎖閉環。將放有鎖閉環的桶頂在壓力機上放平,將桶頂、法蘭、鎖閉環進行壓合,使他們緊密地嵌合在一起。
壓合后的桶口形狀、尺寸應符合圖5和表1的要求。

圖5 法蘭壓合尺寸形狀
表1 法蘭壓倒尺寸
| 名稱(規格) |
a |
b |
注入口(G2) |
69.5-0.2 |
13.5+0.3 |
透氣口(G3/4) |
34.7-0.2 |
12+0.2 |
2、壓合后的桶口出現翻邊直徑、壓合高度達不到要求,翻邊形狀不合適,鎖閉環防偽齒變形、損傷等問題時,這將嚴重影響到桶塞旋緊和桶口,在封口鉗封裝時造成防偽桶塞變形大連接板斷裂、鎖閉環防偽齒掉落等問題。如不符合要求,鋼桶生產廠家應采取檢修或更換模具,或者重新設計壓合模結構,調整壓力機閉合離度等措施。
鎖閉環放置到位的狀況見圖6,鎖閉環放置不到位的狀況見圖7。
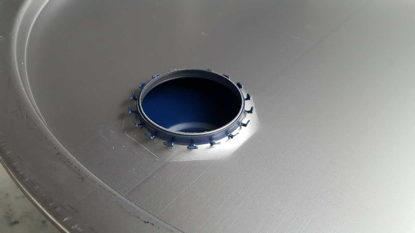
圖6 鎖閉環放置到位
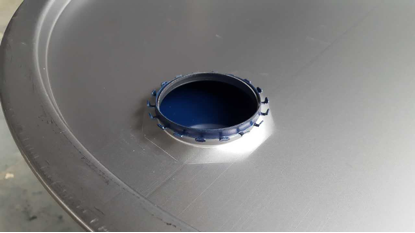
圖7 鎖閉環放置不到位
3、鋼桶生產和運輸過程中,不得有碰撞桶口的現象,保證桶口完好,鎖閉環防偽齒無變形、無掉落等現象。
三、密封過程的扭力、旋塞、封蓋、封口要求
1、在防偽鋼桶封口前應進行如下檢查:
a.檢查灌裝線壓縮空氣壓力在0.5-0.6Mpa之間。
b.大小氣動扳手扭力應調整在合適的范圍,具體要求見表2。
c.檢查大小封口鉗是否完好,零部件是否齊全,開口直徑和鎖緊時閉口直徑,以及鎖緊時定位板位置深度是否合適,詳見圖8和表2。
表2 氣動扳手旋緊扭力調整數值
| G2氣動扳手 |
25-40NM |
G3/4氣動扳手 |
15-20NM |
注:手動旋緊桶蓋時,注意觀察,桶塞上的連接板與法蘭翻邊圓弧面貼實即可。




圖8 封口鉗的定位
表3 封口鉗及定位板參數
| 項目 |
口型大小 |
開口直徑 |
閉口直徑 |
定位板深度 |
氣壓 |
數值 |
G2封口鉗 |
81 mm以上 |
小于70mm |
12.5+0.5mm |
0.5-0.6Mpa |
G3/4封口鉗 |
46 mm以上 |
小于35mm |
9.5+0.5mm |
0.5-0.6Mpa |
2、油品灌裝完成后先用手將防偽桶塞旋入桶口,再用氣動扳手旋緊,不可將桶塞放于桶口直接用氣動扳手旋緊。這將造成桶塞和桶口對不準,使桶塞上的齒和鎖閉環的防偽齒嚴重碰撞,造成桶塞上的齒變形,連接板變形、斷裂、鎖閉環的防偽齒變形、掉落。防偽桶塞的旋緊程度,以防偽桶塞連接板的下平面與法蘭翻邊后的圓弧上平面貼緊為合適(見圖9) 。不能出現防偽桶塞旋不緊、旋不到位的現象(見圖10),使密封墊密封不嚴;也不可旋緊過度(見圖11)使桶塞連接板在封口前已變形或斷裂。

圖9 桶塞旋緊正確位置

圖10 桶塞旋不到位

圖11 桶塞旋緊過度
3、桶塞旋緊后提起封口鉗,將封口鉗和桶塞口位置對準緩慢放下封口鉗,放置過程中封口鉗齒與鎖閉環防偽齒不能碰撞,如有碰撞會造成鎖閉環防偽齒損壞掉落,鎖緊時鎖閉環防偽齒鎖不到位。封口鉗放置平穩豎直封口鉗定位板與桶塞上端面貼緊后(見圖9)按動氣動按鈕使防偽桶塞、鎖閉環以及桶口鎖緊。桶口鎖緊后,保證防水蓋能順暢的放置到位。若不能,則應進行桶口的再次鎖緊。
當防水蓋不能順暢放置到位時,切不可用封口鉗等工具砸進去,這樣會使防水蓋變形嚴重,鎖閉環防偽齒掉落。封口鉗封口時不能偏斜(見圖12),這樣會造成封口時防偽桶塞變形嚴重,連接板斷裂,鎖閉環防偽齒掉落,放置防水蓋時也不能順暢放置到位。

圖9 封口鉗對正操作

圖10 封口鉗偏斜
4、將防水蓋放置在桶口,放置到位,使防水蓋內圓平面與桶塞平面貼緊,將封口鉗和桶口對準,放下封口鉗,封口鉗放置平穩后按動氣動按鈕,使防偽桶塞、鎖閉環、防水蓋、桶口緊貼鑲嵌在一起。再次提起封口鉗,稍轉動方向放下封口鉗,放置平穩后,再一次按動氣動按鈕,進行封口,使它們聯接的更加牢固,以保證防水蓋不會脫落。防偽鋼桶封口過程完成。 |

