|
沖壓成形前熱處理對覆膜鐵制罐白痕的影響
文/江軻
【摘要】通過對未印刷的覆膜鐵板材進行熱處理,研究了加熱溫度和保溫時間變化與沖壓成形后圓角處出現白痕之間的規律。結果表明,加熱溫度為100℃,保溫時間不超過30min時,圓角處無白痕。加熱溫度超過100℃,隨著溫度的升高,圓角處出現白痕的時間不斷減小,當溫度提高到140℃時,保溫時間僅3min即可出現嚴重的白痕。隨著保溫時間的增加,圓角處將由無白痕、輕微白痕向嚴重白痕過渡。沖壓工藝不變的前提下,熱處理工藝對圓角處白痕的出現具有明顯的影響。較高的加熱溫度和較長的保溫時間,促進了覆膜鐵表面透明膜中球晶組織的轉變,在之后的沖壓成形過程中,圓角處的球晶組織在復雜應力作用下發生破裂并最終形成纖維結構,降低了薄膜的透明度而呈白痕現象。
【關鍵詞】覆膜鐵 白痕 熱處理
覆膜鐵是由鋼基板及表面復合的薄膜組成的一種新型包裝材料,近年來受到食品和飲料等包裝行業的廣泛關注。與傳統制罐用的涂料鐵相比,覆膜鐵有著良好的防銹、裝飾、隔熱及耐沖壓等特性,特別是耐蝕性顯著優于涂料鐵。此外,采用覆膜鐵作為制罐原材料,可以省去涂料鐵制罐流程中的內涂、底涂及相應的加熱固化工序,不僅簡化了制罐工藝,節約了能源,而且非常有利于環保及食品安全。因此,結合覆膜鐵材料的特性,開發適合彩印覆膜鐵(使用覆膜鐵作為承印物的印刷產品)材料的制罐工藝,成為近年來人們研究的熱點。
近期,彩印覆膜鐵板材經沖壓制罐后發現,罐體內部透明膜上出現白色的痕跡,如圖1所示,嚴重影響罐體的美觀,降低消費者的購買欲望,亟需盡快解決。通過大量的實驗研究發現,在沖壓制罐工藝不變的前提下,覆膜鐵板材若不經印刷而直接沖壓制罐,則罐體內部無白痕。據此推斷,罐體內部是否出現白痕,除了與覆膜鐵板材沖壓成形工藝相關外,還與沖壓成形之前的印刷工藝密切相關。對實際印刷工藝的過程分析得出,油墨固化和光油固化兩個環節的加熱溫度和保溫時間是間接影響罐體內部白痕的重要因素。因此,研究不同熱處理對彩印覆膜鐵沖壓制罐后內部圓角處出現白痕的影響,對實際生產具有重要的指導意義。
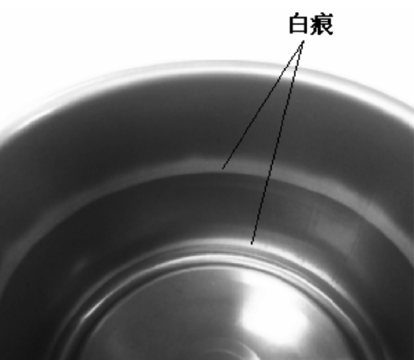
圖1 罐體內部的白色痕跡
1 印刷和沖壓制罐工序
1.1 印刷工序
覆膜鐵板材實際的印刷工序僅在白膜一側進行,這是因為白膜一側最終作為罐身外壁。印刷工序依次為油墨印刷、油墨固化、光油涂布和光油固化四個步驟。其中,光油和油墨的固化均采用加熱方式。
1.2 沖壓制罐工序
本文以538#罐為研究對象,其沖壓成形工藝如圖2所示,圖2a的落料直徑為112mm,經過2次沖壓工序(圖2b和2c)和1次修邊工序(圖2d)完成制罐。
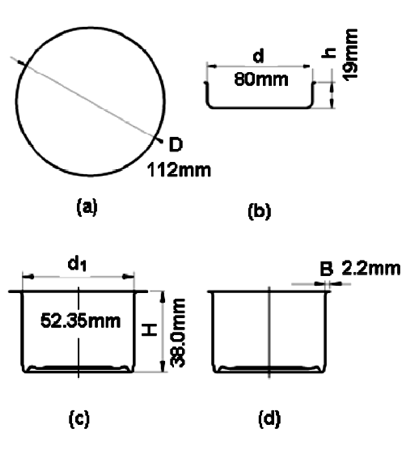
圖2 538#罐的成形工藝
2 實驗
2.1 實驗材料及制備工藝
實驗材料為覆膜鐵,其基板采用鍍鉻鐵,基板兩側薄膜(分別為透明膜和白膜)采用雙向拉伸工藝制備,厚度均為20μm。通過熔融法將薄膜快速貼合在基板兩側后急冷。同時,保證薄膜與鍍鉻基板之間具有良好的附著力。
2.2 實驗方法
考慮到實際印刷工序的復雜性,為便于開展研究,本文直接對未經印刷的覆膜鐵板材進行熱處理。具體工藝為:先將覆膜鐵板材放置于加熱爐內,以0.5℃/s的速率加熱至某溫度,保溫不同時間后,空冷至室溫,然后按照實際的沖壓工藝制罐,最后統計罐內白痕的情況。
3 實驗結果及分析
通過對圖1中白痕出現位置的分析不難得出,罐身中間部位的白痕為第1道沖壓工序所留,底部白痕則由第2道沖壓工序所留,均位于每次沖壓后內部與底部相交的部位,即圖2b和2c中罐身與罐底相連的圓角部位,而不經沖壓的板材則不會出現白痕。所以,538#罐內部圓角處出現白痕的現象與其自身形狀和成形方式直接相關,但同時也受到沖壓成形前熱處理的間接影響。因此,本文所研究的不同熱處理對內部白痕的影響,正是以形狀和尺寸固定的538#罐,以及不變的沖壓成形工序為前提展開的研究。
表1 不同熱處理工藝對制罐后的白痕影響
| 溫度\時間 |
3min |
6min |
10min |
15min |
20min |
25min |
30min |
100℃ |
無 |
無 |
無 |
無 |
無 |
無 |
無 |
110℃ |
無 |
無 |
無 |
無 |
輕微 |
嚴重 |
嚴重 |
120℃ |
無 |
無 |
輕微 |
嚴重 |
嚴重 |
嚴重 |
嚴重 |
130℃ |
無 |
輕微 |
嚴重 |
嚴重 |
嚴重 |
嚴重 |
嚴重 |
140℃ |
嚴重 |
嚴重 |
嚴重 |
嚴重 |
嚴重 |
嚴重 |
嚴重 |
實驗中,將白痕出現量的多少劃分為無白痕、輕微白痕和嚴重白痕三個級別。實驗結果如表1所示,可以看出,加熱溫度較低如100℃時,保溫時間由3min增加到30min,沖壓制罐內部圓角處均無白痕。隨著溫度的逐漸升高,出現輕微白痕的時間迅速縮短,如加熱溫度為110℃,保溫20min時出現輕微白痕。而將溫度逐步提高到120℃和130℃時,分別保溫10min和6min即可出現輕微白痕,當加熱溫度提高到140℃時,即使保溫時間縮短至3min也會迅速出現白痕,而且屬于嚴重級別。
可以得出,白痕的出現受溫度的影響非常明顯。采用雙向拉伸工藝制備的透明膜,由于內部球晶不能形成或被破壞,對可見光的散射很弱,因而保持透明。在覆膜過程中,高溫的鍍鉻鐵基板與薄膜貼合后迅速水冷,快速冷卻導致薄膜內部許多分子鏈來不及規整排列成晶體而形成非晶體,由于非晶體宏觀上為各向同性,因此內部薄膜對外表現為無色透明狀。此時對其加熱,透明膜將開始結晶形成球晶組織,溫度越高,則結晶的速率越快,形成球晶組織的數量越多。沖壓成形時,罐體內部與底部相交的圓角部位在復雜應力的作用下,按照Peterlin模型的解釋,球晶將發生塑性形變、破裂,片晶將發生傾斜、滑移和取向,最終形成纖維結構。形成的這種纖維結構將大大降低覆膜的透明度,即為圖1所見的白痕。
此外,對統計數據的分析不難發現,白痕出現的量的多少也受保溫時間的影響,當加熱溫度較低時,由于結晶速率較慢,保溫時間短,形成的球晶數量也較少,所以沖壓成形時出現的白痕非常輕微,甚至很難發現。隨著保溫時間的延長,球晶的數量和尺寸都將增加,因此沖壓制罐后內部圓角先后由無白痕、輕微白痕,最后向嚴重白痕過渡。
傳統的印刷工藝,為保證油墨和光油的固化完全,固化加熱的溫度都很高,分別為150℃和180℃,保溫時間至少10min。結合本文的實驗數據不難推出,按照目前538#罐的沖壓成形工序,若沿用傳統印刷工藝,圓角部位必將產生嚴重的白痕(這與實際情況完全一致)。而且,較高的加熱溫度和較長的保溫時間,勢必造成大量能源的消耗。因此,針對覆膜鐵的沖壓制罐白痕問題,參考本文的研究結果,對現有印刷過程中的加熱固化工藝做出改進和優化,以及低溫固化油墨和低溫固化光油的開發具有重要的參考價值和實際意義。
結語
(1)在沖壓成形工藝不變的前提下,熱處理的加熱溫度和保溫時間變化對沖壓制罐罐體內部圓角處白痕的出現具有重要的影響。
(2)較高的加熱溫度和較長的保溫時間,促進了覆膜鐵表面透明膜中球晶組織的轉變。沖壓過程中,圓角部位的球晶組織在復雜應力作用下發生破壞并最終形成纖維結構狀態,降低了薄膜的透明度而呈現白痕現象。_
參考文獻
[1]陳云鵬,黃久貴,李建中等.覆膜鐵的產品特性及其國內外發展現狀 [J].軋鋼, 2010,2,27(1):45-47,轉62.
[2]王莉莉,黃久貴,李建中.二次冷軋鍍鉻鐵的產品特性研究[J].上海金屬, 2012,5,34(3):26-28.
[3]Hiroshi Matsubayashi.Metal Can Using Polyester Film Laminated ECCS(Electrolytic Chromium/Chromium Oxide-Coated Steel) [J].Corrosion Engineering,2002,51(7):299-304.
[4]劉志浩,曾科,趙宇暉.覆膜鐵:金屬食品包裝的“綠色革命”[J].包裝學報,2012,(4):9-15.
[5] Zumelzu E,Cabezas C,Delgado F.Performance and degradation analyses of traditional and ECCS canning tinplate in citriccitrate medium[J]. Journal of Materials Processing Technology,2004,10,152(3):384-388.
[6]廖波,肖福仁.熱處理節能與環保技術進展[J].金屬熱處理, 2009,1,34(1):1-6.
[7]朱祖昌.熱處理技術發展和熱處理行業市場的分析[J].熱處理,2009,24,(4):11-24.
[8]訾鵬.低碳經濟影響下的包裝低碳設計模式研究[J].包裝工程,2010,6,31(12):130-132,轉135.
[9]楊光,鄂玉萍.低碳時代的包裝設計[J].包裝工程, 2011,2,32(4):81-83.
[10]周云杰.中國金屬包裝存在的問題及其出路[J].包裝學報,2010,7,2(3):6-8.
[11]許文才,李東立,魏華.國內外食品包裝安全研究進展[J].包裝工程, 2009,8,30(8):86-90.
[12]黃秀玲,徐蘭萍,李明.包裝的減量與環保與案例分析[J].包裝工程,2010,7,31(13):133-135,轉,139.
[13]董占華,盧立新,劉志剛.ICP-MS法測定陶瓷食品包裝容器中的重金屬[J].光譜學與光譜分析,2012,11,32(11):3139-3141.
[14]孫婷,焦華.論中國食品包裝設計的現狀和出路[J]包裝工程,2011,2,32(4): 84-86.
[15]李建中,周庚瑞,黃久貴等.基板對TFS產品表面形貌及其耐蝕性的影響[J].東北大學學報(自然科學版),2010,6,31(6):856-859.
[16]Zumelzu E,Rull F,Boettcher A A.Characterization and microand ultra-structural analysis of PET-based Co-rolled composite electrolytic chromium coated steel(ECCS)[J].Journal of Materials Processing Technology,2006,3,173(1):34-39.
[17]周亞林.包裝結構設計探究[J].包裝工程,2009,8,30(8):223-224,轉237.
[18]Han M H,Jegal J P,Park K W, etal.Surface modification for adhesion enhancement of PET-laminated steel using atmospheric pressure plasma [J].Surface and Coatings Technology,2007,201:4948-4952.
[19]Peterlin A.Plastic deformation of polymers with fibrous structure[J].Colloid and Polymer Science,1975,253(10):809-823.
[20]魏仕勇,劉克明,胡強等.低碳經濟與熱處理節能環保新技術淺談 [J].熱處理技術與裝備,2011,12,32(6):46-50,轉53.
|

