|
二重卷封質量的主要影響因素分析
文/解玉嶺
引言
封罐機作為飲料、食品等罐裝產品生產過程中的主要機械設備之一, 近年來, 在我國發展很快。實際生產過程中, 封罐機二重卷封質量的好壞, 對保證罐裝產品的質量起著十分重要的作用。尤其對大批中小飲料、食品及空罐生產企業來說, 因受其技術能力和生產經驗不足的影響, 造成二重卷封封口質量存在問題從而造成大批廢品出現的情況時有發生。
本文從影響封口質量的主要因素分析開始, 著重指出引起封口質量下降的主要原因, 以便有針對性地解決二重卷封過程中所存在的具體問題, 并以此與廣大同行業者共勉。
1 二重卷封及質量控制
1.1 二重卷封結構及工作原理
為了便于分析影響封口質量的主要因素及其原因, 首先對二重卷封結構及工作原理作簡要闡述。
1.1.1 二重卷封結構
封罐機二重卷封結構主要由壓頭、托罐盤、頭道滾輪及二道滾輪組成。托罐盤下有一壓縮彈簧,用以調整卷封壓力大小。頭道滾輪與二道滾輪的輪軸支承孔固聯有緩沖彈簧。
1.1.2 二重卷封工作原理
兩個具有不同溝槽形狀的頭道滾輪與二道滾輪, 按先后順序與罐體及底蓋接合邊緣重復地相對滾轉, 使兩者邊緣因彎曲變形而互相緊密地配合。在底蓋蓋鉤內有彈性填料物, 因受擠壓而充塞于罐體與底蓋之間的卷邊全部縫隙中, 從而形成良好的密封。這種罐體與底蓋之間卷合的過程就是二重卷封過程。
1.2 二重卷封質量控制
保證罐體與底蓋之間良好的密封性能, 主要是通過控制二重卷封以下4個方面的質量實現的。
1.2.1 迭接率(OL%)
(1) 迭接長度與迭接率。迭接長度是指卷封內部身鉤和蓋鉤重疊部分的長度, 用OL表示。迭接率表示卷封內部身鉤和蓋鉤重疊的程度, 用OL%表示(見圖1)。

圖1 迭接長度和迭接率
圖中迭接長度(OL)=a , 迭接率(OL%)=(a/b)×l00%。此外, 迭接長度和迭接率可用下式計算:
OL=BH+CH+1.1tc-W
OL%=(BH+CH+1.1tc-W)/[W-(2.6tc+1.1tb)]×100%
式中: BH——身鉤長度(mm)
CH——蓋鉤長度(mm)
tc——底蓋用鐵厚度(mm)
tb——罐身用鐵厚度(mm)
W——卷邊寬度(mm)
T——卷封厚度(mm)
(2)標準要求。正常封口的迭接長度OL>1.0mm,迭接率OL%≥50%。
1.2.2 緊密度(TR%)
緊密度的質量應全面檢測以下3個指標作綜合評定:皺紋度(WR%),厚度空隙(G),壓痕(PR)。
(1)皺紋度(WR%)。皺紋度是指卷邊解體后,蓋鉤內側周邊凹凸不平的皺曲程度。皺紋不包括在封口過程中皺紋被滾壓平正后留下的痕跡。緊密度和皺紋度成對應關系,即緊密度=100%-皺紋度(見圖2)。正常封口的皺紋度WR%<50%,即緊密度TR%>50%。
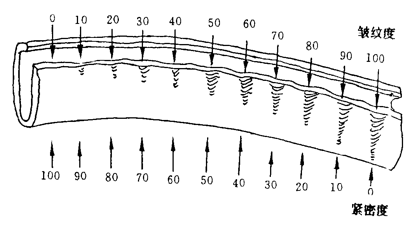
圖2 皺紋度和緊密度
(2)厚度空隙(G)。厚度空隙是指卷邊結構中身鉤和蓋鉤之間間隙的總和(見圖3)。圖中G=g1+g2+g3+g4;正常封口,G= g1+g2+g3+g4≤0.15~0.25mm。

圖3 厚度空隙
壓痕(PR)。壓痕是指將卷封全周解剖后,罐身內壁由于滾輪和壓頭緊壓配合封口。在卷邊位置形成明顯壓痕。它是表示二重卷封緊密程度的輔助指標之一。此項指標在實際生產過程中往往容易被忽視,但它對保證密封質量卻具有很重要的作用。
封口時,除要求罐蓋蓋鉤皺紋在規定范圍之內,并要求在罐身內部有適當的肉眼可見的明顯壓痕,否則就不夠緊密,即二道卷邊滾輪沒有施加適當壓力,以形成致密的卷封結構。壓痕應沿罐身周圍均勻分布,并且還應注意上、中、下受壓一致,均勻。當二道滾輪曲線不正確時,會形成上、下口局部受壓,中間不受壓的壓痕。因此,通過認真觀察壓痕,還可分析封罐壓頭與滾輪配合是否適當,封罐機工作是否正常。
1.2.3 接縫蓋鉤完整率(JR%)
接縫蓋鉤完整率是指罐身接縫處,卷邊結構上形成為垂唇造成蓋鉤有效寬度不足的現象,以卷邊解體后觀察蓋鉤發生內垂唇的有效蓋鉤占整個蓋鉤的比例來表示,即用JR%表示(見圖4)。圖中正常封口,JR%>50%。

圖4 接縫蓋鉤完整率
1.2.4 密封性
因二重卷封結構有缺陷或者由于撞擊而破壞密封結構,或者罐壁因腐蝕而穿孔造成泄漏,都不能保證罐裝產品的密封性。密封不良是引起罐裝產品腐敗變質的主要原因。
2 封口質量的主要影響因素
上面所述是正常封口所必須具備的質量要求,那么,引起封口質量下降的主要原因也存在于這幾個方面。具體地講:
2.1 迭接率(OL%)不足
迭接率(OL%)不足是引起封口缺陷的一項主要因素。迭接率過小(OL%<50%),封口便容易泄漏。
前邊已經給出,OL%=(BH+CH+1.1tc-W)/[W-(2.6tc+1.ltb)]×100%, 據此進行分析, 造成OL%不足, 主要原因如下:
2.1.1 身鉤BH, 蓋鉤CH過小
對于一定的卷封寬度W值,BH值和CH值的減少, 將直接引起OL%值的減小。實際生產過程中應嚴格控制BH值和CH值在規定范圍之內(BH=1.85±0.15mm, CH=1.85±0.15mm)。
2.1.2 卷邊寬度W過寬
從上式中不難算出,W每增加0.10mm,OL%下降7%~8%。因此, 調整維修封罐機時, 為提高BH值和CH值, 有時需加大W值, 但同時應注意二者對OL%值的不同影響。一般情況下, W值在2.80±0.10mm之間。
至于造成身鉤BH, 蓋鉤CH, 以及卷封寬度W三者數值不合適的原因很多, 有調整不當方面的, 有零配件不良方面的, 還有罐身翻邊缺陷方面的。限于篇幅, 在這里不再一一羅列。
2.2 緊密度(TR%) 不足
造成封口泄漏, 其中一項最重要的因素就是緊密度TR%不足(TR%<50%)。引起緊密度TR%不足的主要原因可從以下幾個方面考慮:
(l) 頭道滾輪磨損或曲線不良, 致使頭道卷邊后皺紋大。
(2) 封口機頭道滾輪進給時間短, 頭道封罐圈數過少。
(3) 二道卷邊松, 或輪槽磨損, 太凹, 壓不緊, 致使皺紋度過大(WR%>50%), 或壓痕不足。
(4) 壓頭磨損或壓頭傾角過大, 造成二道滾輪輪槽與壓頭不配合, 致使卷邊上緊下松。
(5) 罐蓋卷邊不良或鐵皮過薄、過硬或罐蓋落料過大, 致使皺紋度過大。
(6) 二道卷邊滾輪緩沖彈簧失靈或封罐打滑, 出現跳封缺陷。
(7) 罐身翻邊不良, 翻邊過大或過小都會影響頭道卷邊。
(8) OL%過高, 正常封口要求OL%≥50%, 但并不是越大越好, 一般OL%控制上限在75%左右, 否則OL%過大, 不利于壓緊皺紋。
2.3 接縫蓋鉤完整率(JR%) 不足
接縫蓋鉤完整率(JR%)要求的是罐身接縫處封口的密封性能。造成JR%不足, 主要原因有以下幾點:
(1) 托盤壓力過大, 或注膠過厚引起內垂唇過大。
(2) 罐身位錯太大, 或接縫處有隱牙形。
(3) 二道卷封過緊, 或接縫處夾入異物卷邊。
2.4 密封不良(漏罐)
控制二重卷封的封口質量,目的在于保證封口的密封性能。結合以上分析, 引起漏罐的主要原因如下:
(l) 二道卷封松, 厚度大或壓痕不足, 卷邊壓不緊。
(2) 二道滾輪形狀不良或磨損, 與壓頭傾角不配合。
(3) 頭道卷封太松, 皺紋太大, 二道卷封壓不平。
(4) 身鉤或蓋鉤過小, 迭接長度不足。
(5) 頭道或二道滾輪與壓頭相對位置不良, 引起快口、卷邊碎裂等缺陷。
(6) 蓋鉤與身鉤鉤合不良, 出現假封或大塌邊缺陷。
(7) 托罐盤與壓頭相對位置太大, 或托罐盤下彈簧失靈, 出現滑封。
(8) 底蓋注膠不良或注膠太薄。
(9) 密封膠在卷封時受損壞(如擠膠)。
(10) 因碰撞受損變形等原因, 使卷封結構遭破壞。
3 結束語
由以上分析可以看出, 影響二重卷封質量的因素很多。不論是空罐生產企業, 還是空罐罐裝廠家都必須對各項指標進行嚴格控制, 并針對不同問題進行具體分析, 然后對封口質量進行綜合評定, 以保證封口良好密封性能。任何放松要求或顧此失彼的做法都很難保證封口的良好密封性。
|

