| |
二重卷邊頭道卷封滾輪曲線的分析與優化
文/王昕
【摘要】通過有限元仿真模擬了卷封工藝過程,分析了滾輪曲線各段對二重卷邊所起的作用,并對4種曲線的卷封性能進行了分析比較,確定了性能最優良的卷封曲線,并對其進行了優化,從而得到理想的卷封曲線。
【關鍵詞】二重卷邊;卷封滾輪;溝槽曲線;有限元分析;曲線優化
0 引言
馬口鐵三片罐(或兩片罐)的封口工藝是通過二重卷邊作業法完成的。二重卷邊法采用2個具有不同溝槽形狀的卷封滾輪,在罐身與罐蓋結合處通過先后順序的2次進給運動,將預先翻邊的罐身與法蘭狀的罐蓋內側周邊相互卷曲、鉤合、壓緊,從而達到密封目的的方法。在頭道卷封過程中,頭道卷封滾輪徑向進給,借助于罐體的旋轉,使罐蓋周邊沿滾輪溝槽曲線彎曲,與罐身相互鉤合,使二重卷邊基本成型。頭道卷封滾輪是整個卷邊的基礎,如果頭道卷邊達不到要求,想得到良好的卷邊結果是不可能的,因此頭道卷封滾輪的溝槽曲線對二重卷邊起到至關重要的作用。
有限元法是隨著電子計算機的飛速發展和廣泛應用而產生的一種計算方法,是近似求解一般連續體問題的數值方法。通過有限元分析,對產品機械結構性能進行參數分析和優化,可以提高效率和精度,降低試驗成本,實際上有限元分析已成為替代大量實物試驗的數值化“虛擬試驗”方法。
1 有限元仿真模擬
圖1為有限元仿真模擬卷封過程的模型圖。由于卷封曲線和罐蓋邊緣曲線都是由多段相切的圓弧和斜線組成的,結構比較復雜,所以要先在建模軟件中建好模型,再導入有限元分析軟件中,進行分析。該圖中共有5個子模型:左右卷封滾輪、上壓頭、罐蓋和罐身。其中左右滾輪和上壓頭均為剛體,罐蓋和罐身為彈性體。

在卷封過程中,罐蓋和罐身在上壓頭和下托盤的帶動下旋轉。2滾輪作徑向進給,并在摩擦力的作用下旋轉。罐蓋邊緣在卷封力的作用下,沿一道滾輪溝槽曲線上部逐步滑向底部,由一道曲線的模壓作用而使罐蓋邊緣向內彎曲、旋轉,完成一道卷封。
2 卷封曲線
2.1 卷封曲線類型
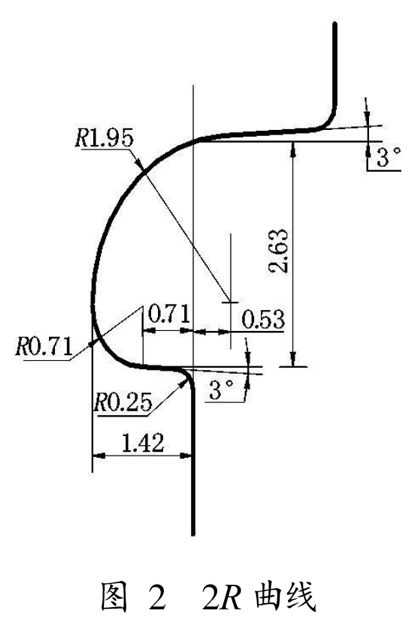
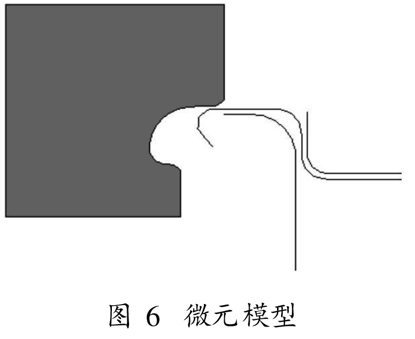
卷封滾輪必須具備適合卷封并易于加工的溝槽曲線,才能得到平整光滑、無缺口、不透氣的密封狀態和光滑的卷邊, 在提高罐的感觀質量的同時, 使產品的貨架期得以延長。卷封滾輪溝槽曲線的形狀及尺寸與封罐機機型、滾輪與罐體的相對轉動圈數、使用鐵皮厚度、硬度和罐徑大小等因素有關,一般都是由幾個圓弧相切連接而成,其外形大體相似,只是其寬度、深度和圓弧半徑大小不同。圖2~圖5分別為2R,3R和5R和阿基米德螺旋滾輪曲線,該組滾輪用于進行公稱直徑Φ100左右,馬口鐵板厚0.25mm鐵罐的頭道卷封。本文通過計算機仿真模擬,取圖1模型微元,把其中滾輪也為彈性體考慮,分析滾輪曲線各段對二重卷邊所起的作用,對4種曲線卷封性能進行分析比較,并對曲線進行了優化。
圖2~圖5所示的4種曲線雖然由不同個數圓弧組成,但是曲線的寬度和深度基本相同。各段圓弧相切聯接,曲率逐漸變大形成光滑曲線,達到作用力小和卷曲順利的要求,而且能有效地避免應力集中問題,使應力分布更平滑。這樣既可以防止罐蓋邊緣受阻彎折形成次品,也可以減少滾輪的磨損,從而延長滾輪的使用壽命。


2.2 卷封曲線各部分對二重卷邊所起的作用
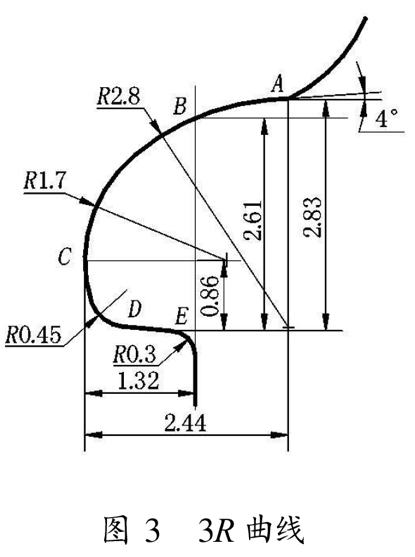
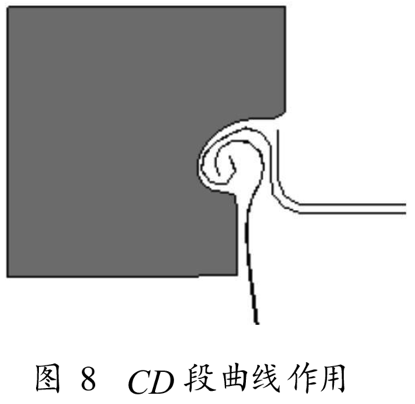
滾輪溝槽曲線不同部分對二重卷邊所起的作用是不同的。以3R曲線為例,圖中AB段對罐蓋邊緣起引導作用,即引導罐蓋進入滾輪溝槽,為二重卷封做準備。引導線一般由較大半徑圓弧及一段與其相切的斜線組成,一般傾角為T=1°~4°。BC段為二重卷邊輔助成型線。由受力分析可知:罐蓋在C點以上曲線上滑動時,彎曲力即法向力較大而摩擦力較小,罐蓋快速向下滑動,法蘭狀的罐蓋邊緣與罐身之間的夾角變小,而各部分的彎曲弧度幾乎不變,如圖7所示。CD段起到彎曲作用,使罐蓋周邊彎曲與罐身相互鉤合,二重卷邊基本成型。罐蓋在CD段曲線上滑動時,彎曲力即法向力較小而摩擦力增大,罐蓋下滑速度減小,而滾輪不斷進給, 這就使得罐蓋在模壓作用下向內彎曲, 如圖8所示。DE段為導出段,是一條傾角U=1°~3°的斜線,該段將罐蓋前端迅速導出,使罐蓋邊緣與罐身的夾角進一步變小,罐蓋后部貼到滾輪曲線上,從而形成更為緊密的一道卷封。

3 結果分析
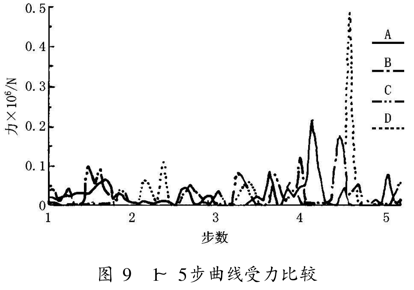
將圖6微元模型中的一道滾輪分別替換為上述4種曲線的滾輪進行有限元分析,得出各個滾輪在彎曲過程中的受力分布圖,如圖9,圖10所示,由于模型只取一微元,所以圖中的力值比真實值偏小。卷封過程共有6.5個時間步,由于5.5~ 6.5時間步中各滾輪受力突然增大,所以將1~5.5, 5.5~6.5分列2圖進行分析。圖中A, B, C和D分別代表2R, 3R, 5R和阿基米德螺線滾輪。
由如圖9和圖10中可以看出:雖然阿基米德螺線滾輪在卷封過程中受力很小, 但是其在2.5, 3.5, 4.5和6.5時間點都有應力集中現象,而且力值比其他曲線大,這就導致該滾輪在這4個時間點與罐蓋接觸的位置很快磨損,使滾輪壽命降低,再考慮到阿基米德螺線很難加工,所以我們首先放棄這種曲線的滾輪。2R曲線滾輪結構簡單,也能完成卷封過程,但是其在4和5.6時間點也發生壓力集中現象,這就說明有2種曲率的2R曲線不能滿足卷封要求。我們將3R和5R曲線相比較: 3R曲線在整個卷封過程中應力分布相對平滑,而5R曲線結構復雜也沒有達到預期的優良效果,所以3R3種曲率的卷封曲線已經能滿足卷封要求,而且綜合考慮加工難易程度問題, 3R曲線為這4種曲線中性能最優良的卷封曲線。

4 卷封曲線的優化
在4種卷封曲線中, 3R曲線為最理想的滾輪溝槽曲線,但在2.5~4.5時間段中, 3R曲線仍在3, 4和4.5時間點有應力集中現象,而在這3個時間點處, 5R曲線所受應力分布相對平滑。在2.5~4.5時間段是3R曲線中BC段曲線下部及CD段C點附近曲線參與卷封,我們將3R和5R曲線相比較,會發現在C點附近,5R曲線半徑由R=2.182, R=1.42到R=0.9三段曲線漸變而成,變化平緩,而3R曲線半徑由R=2.8突變到R=1.7。將R=1.7替換為R=1.9的曲線,且分別與上下兩曲線相切,再進行有限元分析,并與更改前的3R曲線相比較。
如圖11和圖12所示,其中A為更改后曲線,B為更改前曲線。可以看出,更改前3R曲線的幾次應力集中現象在更改后得到了消除或是減弱,故優化后的3R曲線為理想的滾輪溝槽曲線,如圖13所示。
溝槽曲線經優化后,應力分布均勻,應力集中基本消除,這樣在提高封罐質量,降低次品率的同時,也避免了滾輪的局部磨損, 從而大大提高了滾輪的使用壽命。



|
|

