|
全自動鋼桶焊縫滾壓機的研制
文/慕德平
鋼桶桶身縫焊后,焊縫的搭接部分會有高低凸起,不僅影響美觀,而且會影響底蓋與桶身裝配時的卷封質量,由于此處為二層鋼板搭接焊,理論上為二倍的鋼板厚度,卷封時這個位置就很難實現七層圓卷邊,通常容易造成滲漏;另外在鋼桶絲網印刷時,焊縫部分容易刮壞絲網,影響生產。目前,國內的鋼桶制造企業基本都不用焊縫壓平工藝,這對于要求越來越嚴的客戶顯然已不能滿足要求。我公司自行開發了焊縫滾壓機,對焊接后的桶身焊縫處進行壓平處理,可使壓平后的焊縫接近于一個鋼板厚度,就一舉解決縫焊處鋼板增厚的問題,填補國內空白。

一、鋼桶焊縫滾壓機簡介
以前,國內沒有處理焊縫的相關設備,國內的鋼桶制造企業對于焊縫壓平技術從來都是可有可無的,一般都是簡單的修磨下即可封口。這樣封口時易產生三角區,會造成卷封不好等鋼桶缺陷,對鋼桶的后道工序很不利。焊縫滾壓機即可填補這一領域的空白,該機會將焊接后的鋼桶焊縫進行壓平處理,是整個桶身渾然一體,壁厚均勻,不會再有封口缺陷。
焊縫滾壓機設備采用重型結構設計,并針對高速制桶設備采用雙工位設計,將焊接好的桶身由輸送鏈直接輸送到焊縫滾壓機,每次壓平兩個桶身,自動壓平好鋼桶焊縫。
該機電氣采用PLC控制系統,配置彩色觸摸屏,實現人機對話,對加工全過程進行監控,調節簡單,操作方便。
該生產線上獲得一項專利,擁有完全自主的知識產權。技術創新性及主要技術指標:(1)焊縫壓平速度10只/分鐘;(2)焊縫壓平后的鋼板厚度≤1.25倍;板厚0.8~1.2mm。

二、主要創新性技術特點
1、主要技術參數
(1)板材:冷軋板σb<450Mpa
(2)板材厚度:0.8~1.2mm
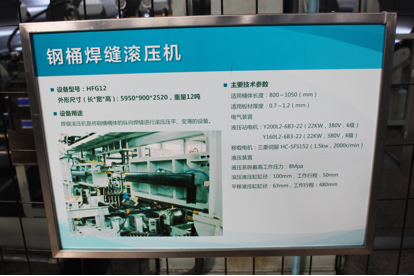
(3)焊縫長度:800~1000mm
(4)桶徑:φ550~φ600mm
(5)焊縫壓平后的鋼板厚度≤1.25倍板厚
(6)生產速度:10只/分鐘
(7)電源:三相380V,50HZ /60HZ,電源波動+10%~20%
(8)供氣:壓力0.6Mpa,壓縮空氣。
(9)冷卻水:清潔水,流量6.3m3/h,壓力不高于0.1MPa,最高入口溫度30℃。
2、控制原理
該機電氣采用PLC控制系統,配置彩色觸摸屏,實現人機對話,對加工全過程進行監控,調節簡單,操作方便。

3、工藝流程
(1)鋼桶生產流程
卷板→開卷→矯平→剪切→卷圓→點焊→縫焊→軋平焊縫→出桶卸料→扳邊漲筋→波紋W筋→卷邊→驗漏→除油→水洗→磷化→水洗→清洗烘干→降溫→ 外噴漆→外噴烘干→入庫
(2)焊縫滾壓機工作流程
開始→自動上料→卷圓→伺服推送→定徑裝置→焊接→軋平焊縫→出桶卸料→轉下工序
4、主要創新性、先進性
(1)焊縫滾壓機設備采用重型結構設計,并針對高速制桶設備采用雙工位設計,將焊接好的桶身由輸送鏈直接輸送到焊縫滾壓機,每次壓平兩個桶身,自動壓平好鋼桶焊縫。
(2)采用PLC控制系統,配置彩色觸摸屏,實現人機對話,對加工全過程進行監控,調節簡單,操作方便。

三、性能指標與國內外同類比較
國內的鋼桶制造企業基本都不用焊縫壓平工藝,這對于要求越來越嚴的客戶顯然已不能滿足要求。
國外雖有焊縫輥壓機,但價格昂貴,備品備件采購時間長,更換十分繁瑣。
營口北方制桶設備科技有限公司自行開發的焊縫滾壓機,對焊接后的桶身焊縫處進行壓平處理,可使壓平后的焊縫接近于一個鋼板厚度,就一舉解決縫焊處鋼板增厚的問題,填補了國內空白。
|

