|
基于機器視覺的金屬容器焊縫檢測方法
文/沈俊杰
在金屬包裝領域,高密封性要求的金屬容器成型一般采用電阻焊接的方式,即將桶身板材圈圓,通過焊機將其兩端焊接成一體,進而根據客戶需求,實現各類形狀的加工,包裝產品,達到美觀、實用的目的。
近年來,以自動化、智能化為主要方向的高速自動化生產線及其關鍵技術的研發成為目前行業技術發展的方向。桶身焊接部分的缺陷檢測技術也應運而生,將本來需要人工完成的檢測工作,轉變成由計算機完成,這不僅減少了人工成本,也讓檢測更加穩定、高效。
一、常用焊縫檢測方法的優勢與不足
電阻焊的工作原理是,利用焊接回路上存在的電流通過電阻產生熱效應,同時施加一定的壓力將金屬永久性融合。影響焊接效率及質量的主要因素是焊機和焊接材料的性能。自1953年世界第一臺半自動電阻焊機問世以來,隨著電阻焊接的理論與電阻焊機設計的不斷發展,越來越多的新款和高速的電阻焊機被推向市場。電阻焊最早采用正弦波正負峰值觸發加熱使金屬板自熔粘結技術,近年來已發展到采用CPU(中央處理機)集中控制和分系統PC機過程控制,故障自診斷監控,交流變頻調速技術,隨機要求靈活改變轉速,使整機結構緊湊、操縱穩定可靠。
焊接質量的檢測對象主要包括焊縫幾何形狀、焊縫位置偏差以及焊縫缺陷。在實際生產中經常需要快速檢測焊縫的各種特征,以便對焊縫的質量進行評價。傳統檢測方法有焊縫外觀目測檢測法、焊縫撕裂試驗檢測法等,然而這些方法效率很低,不能達到精確檢驗的目的。近年來,國內外開展多種新的檢測技術研究,主要集中在對可見光下焊縫的彩色圖像進行處理,以獲取焊縫的參數。但在可見光下圖像光照模型不穩定,且焊縫圖像分割效果很差。如采用超聲波檢測技術,因工藝比較復雜,目前還停留在研究檢測方面,難適應高速生產要求,同時對檢測的精度控制還存在一定難度。主動紅外技術則不存在上述問題,通過必要的圖像處理能夠準確的提取焊縫特征,具有很好的效果和使用價值。
在國內,焊縫的質量監測企業一般采用人工目視檢查方法進行檢測。當發現具有上述缺陷產品時,手工將缺陷產品從生產線上剔除。由于目視檢查方法易導致視覺疲勞,從而產生視覺誤差,此外還易受主觀因素的影響。總之,人工目視檢查方法效率低,檢測錯誤率高。在一些研究院,目前大多采用超聲波檢測。
在發達國家,焊縫在線系統技術發展很快,很多企業已經達到了相當高的水平,人們對無損檢測認識得比較早,在檢測設備的研制和使用上進行了大量的投入。一些企業利用紅外線檢測,超聲波監測等技術,甚至有些公司開發了采用視頻圖像和溫度在線監測的新的檢測方法。
二、基于機器視覺,發展多參量綜合監測技術
縫焊是一個高度非線性、有多變量耦合作用和大量隨機不確定因素的過程,具有形核過程時間極短,處于封閉狀態無法觀測,特征信號提取困難等固有的特點,導致焊點質量參數(熔核直徑、強度等)無法直接測量,只能通過一些點焊過程參數(焊接電流、電極間電壓、動態電阻、能量、熱膨脹電極位移等)進行間接推斷,極大地影響了焊縫質量監控的準確性和可靠性。經過較長時間的探索和實踐,我們已獲得以下信息:發展多參量綜合監測技術是提高點焊質量監控精度的有效途徑,即充分利用監測信息,采用合理的建模手段,建立合理的多元非線性監測模型并使該模型能在較寬條件內提供準確、可靠的焊縫質量信息,是質量控制技術關鍵。
我們的方法是,設計基于機器視覺的金屬容器焊縫缺陷檢測系統,通過對相機采集的原始圖預處理,提取焊縫核心區域,進而采用波形檢測算法對焊縫進行缺陷檢測。首先,針對焊縫缺陷在線檢測要求設計硬件結構,同時搭建軟件整體框架。根據缺陷特征及成因,將缺陷類型分為焊渣、焊穿、虛焊與熔焊等多個類型。其次,對原始焊縫圖像預處理,采用幾何圖形算法對焊縫圖像旋轉,通過圖像質心算法獲取焊縫水平位置并對其矯正,從而提取出準確的焊縫核心區域,減少部分偽缺陷信息的干擾。最后,針對焊縫缺陷類型特點,提出波形檢測算法用于缺陷判別,并通過標準差計算與一階差分計算,排除兩端焊縫干擾信息并檢測焊縫缺陷。

圖1 合格產品(a)與不合格產品(b,c,d)焊縫中間部分
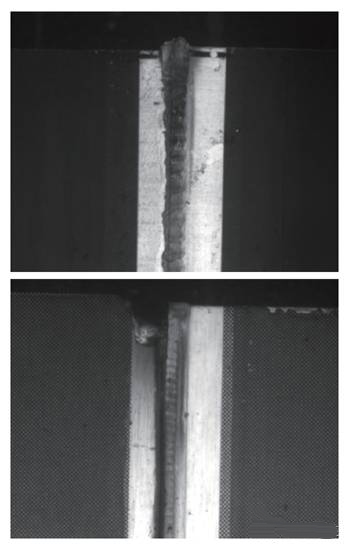
圖2 合格產品(上)與不合格產品(下)焊縫兩端部分
三、焊縫質量判斷原理
像素比例判斷方法原理:像素比例判斷算法(即長方條算法)主要通過兩條掃描線對圖像的焊縫兩旁進行掃描,從而確定焊縫及缺陷的大致位置。鎖定一個長方形框,計算其中的灰度比例。因為正常焊縫的形狀近似一個長方形框,因此在鎖定的長方形框中,低值灰度像素(即深顏色)比例較高。而在有缺陷的焊縫處,因形狀不太接近為一個長方形形狀,所以鎖定的長方形框中,必然包括了一部分高值灰度像素(淺顏色)點,因此低值灰度的比例就沒有正常焊縫圖像高。
使用該方法,首先需要判斷圖像是否取自產品的兩端,以及判斷圖像位于焊接進入位置還是焊接出去位置,記錄其位置標記。對采集的焊縫圖像進行二值化轉換,對轉換后的圖像進行邊緣提取,提取出圖像中焊縫的形狀,通過八連通圖算法,判斷焊縫的形狀。當焊縫的形狀為規則圖形時,焊縫不存在缺陷,產品合格;當焊縫的形狀為不規則彎曲圖形時,則需要進一步判斷該圖像位于產品的位置。如中間部分的圖像規則,則為合格產品的焊縫圖像;否則為不合格產品。圖1為合格產品與不合格產品焊縫中間部分,圖2為合格產品與不合格產品焊縫兩端部分。
(來源:本文選自《金屬包裝》2016年第三期) |

