|
淺談綠色環保水性漆鋼桶在潤滑油包裝領域的實際應用
文/中國石化潤滑油有限公司濱海分公司 鄧金平
近年來,隨著國際歐盟已于2005年4月l日起全面限制溶劑型漆的生產和使用,溶劑型漆制品已全面退出了歐洲市場。而且隨著我國在產業結構調整、經濟轉型升級的發展戰略轉移調整的驅動背最下,以綠色、低碳、節能、環保為特點的新技術、新工藝、新產品己逐步得到了推廣及應用。因此,無污染、無傷害、低耗能、低防火等級的新型水性漆的200L鋼桶包裝物應運而生,并已逐步得到了推廣應用。
著眼于中國石化潤滑油公司(簡稱潤滑油公司)未來國際市場潤滑油包裝物綠色環保的發展戰略,在潤滑油公司安全生產部統一部署和指導下,公司自2011年起就著手進行了關于水性漆200L鋼桶在潤滑油包裝物試驗性應用性研究。作為該項目負責人,我有幸親自組織策劃實施了水性漆200L鋼桶在潤滑油包裝物試驗性應用性研究工作,并取得了階段性試驗應用性成果。現將我對水性漆鋼桶特點、噴涂工藝及噴涂性能質量、水性漆鋼桶批量試驗階段性成果及未來推廣應用發展前景淺談一下自己的幾點認識及試驗性應用情況。
一、水性漆鋼桶特點
鋼桶專用環保水性漆一般有亮光雙組分和啞光單組分兩種類型。這兩種專用環保水性漆一般都適合鋼桶的噴涂或涂刷,所不同的是,亮光雙組分水性漆在噴涂作業前必須先將兩種組分的漆進行充分混合(按照1:1的比例)。而且烘干后的漆膜表面非常光亮,具有較好的裝飾作用。對于表面裝飾作用沒有特殊要求的鋼桶產品或者鋼桶的內涂,通常優先選用單組分啞光漆,該類型的水性漆價格相對較低一些,且噴涂作業也較亮光漆方便。環保水性漆在鋼桶噴涂作業中采用清水作為稀釋劑,與傳統油漆相比,無疑節省了大量的溶劑成本,同時,傳統榕劑型漆一般均采用含有甲苯、二甲苯的有機溶劑作為稀釋劑,其特點是有毒、易揮發、易燃燒、高污染,對噴涂作業及車間周邊人員是一種比較嚴重的潛在的職防傷害。而且,水性漆噴涂烘干溫度與傳統溶劑型漆相比基本持平,甚至還低, 這從節約能源角度也是具有較強優勢的。
因此,總的來說,與傳統溶劑型油漆鋼桶相比,采用環保水性漆鋼桶具有以下優點:
(1)VOC含量不大于16克/升,無毒無味,綠色環保。
(2)漆膜平整光滑,色彩豐滿艷麗。
(3)不燃,防火等級大幅度降低。
(4)具有優良的耐水性,耐候性能好,抗紫外性能好。
(5)與各種漆的相容性好,無任何化學反應,不滲透,不咬底。
(6)附著力強,結膜干燥后堅固。
(7)硬度優良,抗沖擊力強。
(8)噴涂面積大,遮蓋力強,干燥時間快,抗沾污性好。
(9)施工作業簡便,易于重涂,經濟實用。
而傳統采用溶劑型油漆,對企業生產經營有以下幾個重大風險:
(1)污染大,環保風險大;
(2)易燃易爆,安全風險大;
(3)有毒有害,員工健康風險大。
總之,不論從環境保護、減少污染方面講,還是節約資源、能源、減少成本方面,目前水性漆較傳統的溶劑性油漆都是最佳的選擇,所以它將是200L鋼桶涂料的升級換代產品。
二、水性漆鋼桶噴涂工藝原理
對于鋼桶企業,傳統油漆在鋼桶涂裝線上的應用已非常成熟和完普,而新型改用水性漆也采用傳統的高壓無氣噴涂或手工噴涂方式,只是與使用傳統油漆在噴涂工藝方面有以下幾點不同:
1、稀釋劑不同
水性漆采用水作為稀釋劑。民用自來水,電導率小于500(電導率儀測定)的潔凈自然水都符合要求。用水替代傳統溶劑性油漆中的有害有機溶劑。
2、稀釋比和噴涂粘度不同
稀釋比:水性漆原漆:水=100:15~25
噴涂粘度:桶身噴涂適宜粘度(涂4杯)40~50秒;桶底、蓋噴涂適宜粘度(涂4杯)20~25秒,其略高于溶劑型油漆噴涂粘度(25~40秒)
3、噴涂壓力略高于油漆
水性漆表面張力(物理力)比同漆大,所以噴涂粘度略高,噴涂壓力也略高于油漆。
生產經驗參數為噴涂壓力0.3~0.4MPa。
4、噴涂前底材質量情況
水性漆噴涂前要200鋼桶外表面底材要求較高,要求無水、無油、無銹及無雜,盡量采用清洗、磷化預處理工序。而傳統的溶劑型油漆噴涂工藝對200L鋼桶外表面要求不是特別苛刻,只要求其無水、無油、無銹及無雜即可。
三、水性漆在潤滑油200鋼桶包裝噴涂工藝方面實際應用情況
公司采用水性漆噴涂200鋼桶仍采用原有的傳統的溶劑型油漆噴涂裝置——美國諾信高壓噴涂系統,但是在水性漆原材料質量控制、噴涂工藝及各項工藝參數等方面進行了改進及優化。
1、水性漆原材料質量情況
公司200鋼桶噴涂采用采用河北省石家莊油漆廠專供水性漆原料。通過供需雙方通過反復試驗及配方優化設計,最終形成雙方認可的技術協議標準Q /01YQ242-2011,并按照其標準要求做好每批水性漆原材料的進貨驗收。

公司與石家莊油漆廠雙方簽訂協議標準及技術要求

水性漆出廠產品檢驗報告
2、水性漆嘖涂過程質量控制
公司通過水性漆試驗小組成員與供應商大量反復試驗,并利用正交試驗設計思路,不斷改進原有的噴涂工藝路線,調整優化噴涂過程中各項工藝參數,使得200L鋼桶水性漆噴涂效果持續提升,實現了公司200L單色及雙色水性漆鋼桶陸續成功批量下線,并從中固化總結提煉出了一整套水性漆噴涂工藝經驗做法。
(一)水性漆200L鋼桶噴涂工藝路線
噴涂前表面預處理(清潔及預熱)→第一工位噴涂(桶頂底及桶身兩環筋中央)→第二工位噴涂(桶身上下兩側及切邊噴涂)→烘干→冷卻
(二)水性漆200L鋼桶噴涂工藝方案
(1)噴涂前預處理
a. 人工擦拭鋼桶表面,去除表面油污。
b. 鋼桶表面預熱
(a)烘爐顯示溫度:120±30℃
(b)烘干時間:5分鐘
(c)鋼桶表面溫度:35±5℃
(2)鋼桶表面噴涂
生產能力:5~6只/min
噴涂方式采用傳統高壓無氣噴涂系統,噴嘴結構、泵型號保持不變,只是根據噴涂效果實時動態調整噴漆工藝參數:
(環境溫度:15℃)
| 工藝項目 |
參數 |
工藝項目 |
參數 |
彩漆壓力 |
0.2±0.05MPa |
彩漆黏度 |
28±5s |
桶身中間油漆壓力 |
0.3~0.35MPa |
桶身中間油漆黏度 |
26±5s |
桶頂底漆壓力 |
0.25±0.05MPa |
桶頂底油漆黏度 |
20±5s |
(3)油漆烘干
烘爐溫度未做改變,烘干時間適當延長。烘爐三段顯示溫度分別為:
一段:150±10℃
二段:170±10℃
三段:120±20℃
烘烤時間:15~20min

水性漆200L鋼桶烘干工藝參數控制
(4)環保系統
a. 水簾吸收漆霧,水池沉降漆渣
b. 噴漆室上方引風機對室內漆霧和氣體可進行有組織直接排放或進人廢氣治理回收裝置
c. 廢氣治理裝置開啟,主要集中吸附回收漆霧
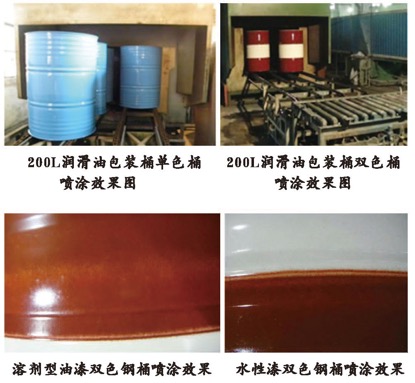
3、水性漆鋼桶實際噴涂質量及性能
(1) 200L潤滑油單色及雙色鋼桶噴涂效果
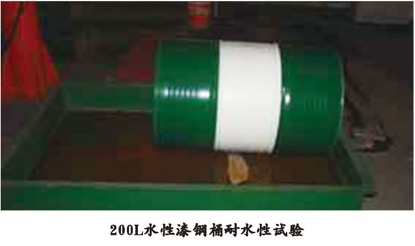
(2)水性漆鋼桶漆膜性能檢測
a. 附著力檢測劃格試驗l級,檢測結果合格。

b. 耐水性能檢測:24小時水泡后無起泡、無破損現象,檢測結果合格。
四、200L水性漆鋼桶試驗階段性成果
目前,經過公司近兩年來利用原有的噴涂裝置系統,并通過項目小組成員精心策劃試驗方案,與水性漆供應商不斷優化水性漆配方方案,創新改進噴涂工藝路線設計,持續優化水性漆噴涂各項工藝參數,使得水性漆200L單色及雙色鋼桶在公司成功實現了多個批次批量生產,并通過了潤滑油公司安全生產PPAP審批。經過后續工序罐裝使用、定點發運并經過后續跟蹤回訪,客戶對新型綠色環保包裝的 200L水性漆潤滑油產品外觀質量表示非常滿意。公司水性漆200升鋼桶包裝物的成功下線,這為潤滑油公司今后推行綠色環保包裝產品、勇干踐行綠色低碳發展戰略方面做出了有益的探索與嘗試。
結束語:水浴性環保油漆替代性試驗既能滿足鋼桶噴涂工藝要求的性能,既不污染環境,又不損害人體健康,從根本上消除揮發性有機稀釋料對職業健康、環境以及過程安全的風險。同時水性漆沒有環保排放壓力,減少廢棄物處置成本, 也能避免噴涂烘干過程中潛在火災等消防隱患。水性環保漆從職防角度又是一個改善職工職業健康的狀況的重要舉措,是企業自覺踐行以人為本、綠色低碳經營發展理念的生動體現。
|

