|
高性能桶塞上蓋機的研究和應用
日本新日鋼桶有限公司
譯/孟玲美
一、目的
1、剔除有缺陷的配件和對角線超差的桶蓋(制造一臺合適的設備)。
2、使桶蓋擰緊力矩穩定,并對參數進行管理分析(制造一臺最終的擰蓋設備)。
發展背景:
|
1980s |
1990s |
2000s |
2010s |
配件 |
手動操作 |
1998年通過工具操作 |
2002年內部開發的改進版 |
2012年研發新設備 |
第一次的擰緊設備 |
1988年安裝在松下研究所 |
→ |
→ |
→ |
最后的擰緊設備 |
1988年安裝在松下研究所 |
→ |
→ |
2010年新設備的研發 |
開發的設備正在每一個工廠開始安裝。最終的擰緊裝置和設備配件分別于2010年8月和2012年3月,被安裝在Sagamihara工廠。最終擰緊設備于2012年2月安裝在Sanyo工廠。
當然,Osaka工廠和Nagoya工廠也預定安裝這些設備。
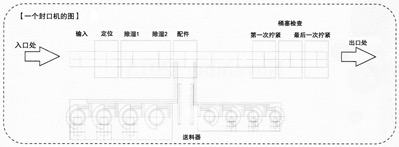
二、桶塞上蓋設備
1、發展背景
(1)以前的設備的結構和問題

① 這個活塞裝置的小機構,非常的實用。
② 這個設備不能處理傾斜的法蘭。
③ 活塞和桶口法蘭中心對齊不太準確。
(2)對于以前設備結構的改進。
① 更加實用的活塞裝置小機構。
② 由于采用了球形的轉動裝置,能夠處理傾斜的法蘭。
③ 依然不能使活塞和法蘭準確的中心對齊。
2、正確使用的三大條件
以往的經驗提示我們,有三個條件影響著設備的正確使用:
① 一定要跟蹤檢測法蘭的情況,一般的傾斜都是由于桶頂翹由造成的。
② 排除法蘭與桶塞中心不能對齊的主要問題。
③ 對活塞的壓力大小進一步優化。
對此,需要研發一個設備解決上述三個問題。
3、設備改進后與改進前的比較
| 項目 |
改進前的設備 |
稍做改良的設備 |
改進后的設備 |
處理法蘭傾斜 |
無法處理 |
球形驅動的自動對中機構 |
在主驅動機構中可以修正法蘭的傾斜裝置 |
防止中心錯位 |
不能防止 |
不能防止 |
從X、Y軸方向自動糾錯。可以防止中心錯位 |
優化活塞的壓力 |
上蓋裝置使用一個彈簧,在彈簧上有一個活塞芯 |
上蓋裝置使用一個彈簧,在彈簧上有一個活塞芯 |
使用氣缸代替彈簧,通過恒定氣壓自動平衡活塞壓力 |
4、設備研發簡介
【法蘭傾斜的跟蹤】

(1)將上蓋裝置與升降裝置分開,使主蓋裝置可以沿著桶頂表面傾斜。
(2)使上蓋裝置在桶頂垂直方向上可上下移動。
(3)最后,使上蓋裝置與傾斜法蘭呈垂直狀態。
【防止中心錯位】
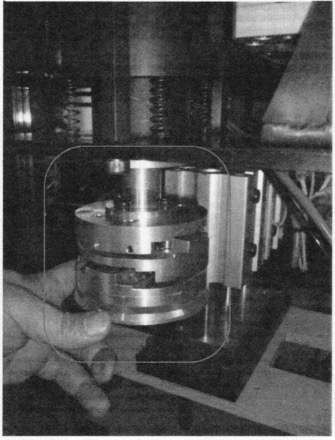
桶塞旋轉的部分包括三層,包含帶輥的X、Y方向導向裝置。使活塞中心向法蘭中心位置3mm范圍內滑動。
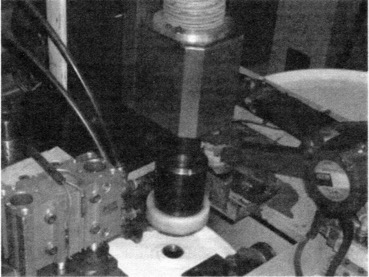
上蓋裝置

裝置內部
【優化活塞的壓力】

通過安裝有專用升降缸的旋轉軸,合并兩個監測機構和三個電磁閥,使壓力可以自動調整。
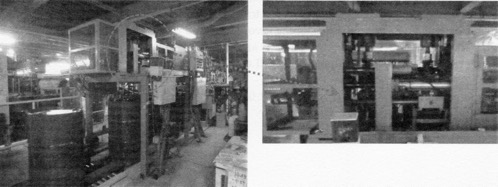
5、在線安裝


6、時間圖

7、總結
(1)上蓋缺陷率
從2%降低到0.1%。
(2)可以確認,通過符合三個條件的硬件的正確安裝,在開發的初期時間已經交付使用。
三、桶塞最后擰緊設備
1、發展背景
以前設備結構上存在的問題
(1)通過調整氣缸上的彈簧來調節擰緊扭矩的大小。
(2)存在問題
① 扭矩大小不能夠定量設置。
② 因為在用戶使用中扭矩不確定的變化,所以有關桶塞松動質量問題會經常出現。
因此需要研發具有扭矩反饋控制的設備。
2、改進前后設備的對比
| 項目 |
改進前的設備 |
改進后的設備 |
設備 |
扭矩通過調整氣缸的彈簧來調節 |
電控伺服驅動器 |
擰緊力矩設置 |
不能定量設置 |
可以進行定量設備 |
扭矩變化 |
空氣壓力對設備感知扭矩的變化影響非常高 |
相對于重復實現的扭矩,控制精度比較高 |
扭矩數據保存 |
因為不能獲得扭矩的數據,所以不能保存和檢測 |
能夠獲得并存儲數據,并能批量管理 |
扭矩誤差檢測 |
由于設置了扭矩大小的限制范圍,因此可以檢測誤差的大小 |
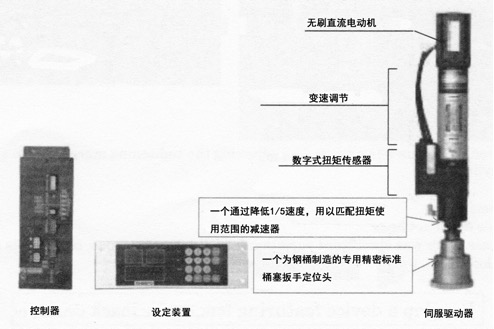
3、改進后的設備簡介
特點:當擰緊完成時,扭矩會反饋系統,系統給出最大扭矩值,設定的值和實際值分別顯示。使用可變速度調節器,轉速隨扭矩的變化而變化。可以對各種不同尺寸的鋼桶產品及不同的桶塞類型進行工作。
控制器可以連接到PLC或觸摸屏進行操作。
擰緊精度:1%FS→50N?m×1%=±0.5N?m
最小輸出設備:0.01N?m
4、檢查伺服擰緊設備的精密度(離線測試)
(1)橡膠密封圈

(2)彈性塑料密封圈

① 擰緊扭矩的實際數據可以被再現,并且能記錄每一個小的變化。
② 扭矩的同一組數據表明,實際上,橡膠密封圈比彈性塑料密封圈扭矩小一些。
③ 根據與設定值相比的實際數據,分別繪制一個橡膠密封圈和彈性塑料密封圈的線性曲線。
可以確定,扭矩重復精度高,該設備是有效的。
【參考】使用扭力扳手進行扭矩測量的說明:
① 測量用的是下列照片中所示的扭力扳手類型。
② 測定扭矩值都采用桶塞緊固的方向。
③ “采用扭力扳手測定扭矩值”是當擰緊頭開始以1rpm的低轉速來移動桶塞時,在緊固方向上的扭矩值。
5、在線安裝


6、時間圖

7、在線扭矩精度
改進后大大地減少了扭矩的變化
桶塞
(墊圈的不同類型) |
標準擰緊力矩 |
設備改進之前的扭矩 |
改進之后的變化 |
彈性塑料墊圈 |
大桶塞:20±5N?m |
11.5N?m |
2.0N?m |
小桶塞:13±6N?m |
11.0N?m |
2.5N?m |
橡膠墊圈 |
大桶塞:14±5N?m |
10.5N?m |
2.5N?m |
小桶塞:12±6N?m |
15.5N?m |
3.0N?m |
7、總結
質量方面的改進:
(1)擰緊裝置是可以控制和設置的。
(2)擰緊力矩穩定可靠。
(3)可以進行數據管理。
提高質量,并可納入一個強大的質量管理體系中:
(1)扭矩穩定
擰緊扭矩可以根據不同類型的桶塞進行設置,并可以進行速度的控制和設定。
空氣壓力和機械精度的變化因素對扭矩不產生影響,而且扭矩值的精度偏差可重復調整。
(2)可以保存扭力數據
可以保存大量的扭據數據,從而可以對定量值和趨勢進行管理。
(3)對擰緊扭矩誤差的檢測
能夠設置最大和最小扭矩的范圍,超出范圍會發出警告,并指明有缺陷的鋼桶。
|

