|
鋼桶電阻點焊電源探討
聯邦技術(中國)有限公司 張華堅
在鋼桶產品的制造中,涉及大量的電阻點焊工藝。如桶身的縫焊前點焊定位、鋼桶封閉器的點焊、提桶的提梁提耳提環的點焊等等。有的零件尺寸微小或形狀復雜,使得焊接比較困難,經常出現質量問題。目前主要的問題包括焊接質量不穩定、容易導致零件熔毀、難以形成正常熔合,焊接成品率低,有的零件甚至難以用一般的電阻點焊焊接。
為解決鋼桶零件的電阻點焊問題,電阻點焊技術需向更加精密的方向發展。電阻焊的精密性包括電源的精細調節、參數的精確控制和加壓機構的精密穩定等多個方面,多技術集成構成精密電阻焊系統。
電阻點焊電源提供電阻焊的電阻加熱能量,它的發展中相繼出現了單相工頻交流點焊電源、直流脈沖點焊電源、三相低頻點焊電源、次級整流點焊電源和電容儲能式點焊電源,上世紀80年代又出現了逆變式點焊電源。用于小型零件焊接的電源主要有單相交流電源、電容貯能電源和逆變電源。逆變電阻點焊電源的調節性顯著提高,相比較是一種較好的電源,但就逆變電阻點焊電源本身而言,相互有一定的差別。為實現微型零件的精密焊接,逆變電阻點焊電源技術需得到進一步發展。
一、常用點焊電源輸出調節原理與特點
1、單相工頻交流點焊電源
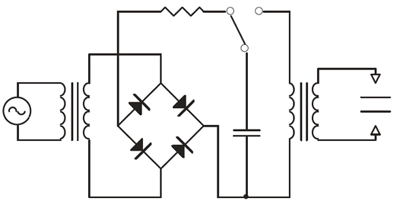
單相晶閘管點焊電源等效電路和電流波形如圖1所示。改變晶閘管的控制角α,便可調節焊接變壓器初級電流,控制次級焊接回路的焊接電流。
焊接電流由自由分量和強制分量兩部分組成,即:
 (1) (1)
式中 Z——由初級折算到變壓器次級的總阻抗, ,R和L是系統等效電阻和電感; ,R和L是系統等效電阻和電感;
Φ——負載功率因數角, ; ;
U——電源電壓的有效值。

a) 等效電路圖

b)電流波形圖
圖1 單相交流點焊電源等效電路及電流波形圖
由式(1)知,當ωt=θ(晶閘管導通角)時,i(t)=0,可得下式:
 (2) (2)
對式(2)求解可得
 (3) (3)
當負載功率因數Φ一定時,可解出α與導通角θ的關系。在已知Z條件下由式(1)和式(3)可得出瞬時電流值i。根據電流有效值的定義,焊接電流有效值為:
 (4) (4)
式中 T——周期(s)。
電流i(t)是不連續的脈動波形,隨著晶閘管控制角的增加,不連續性增大。不連續區間焊接區被冷卻,造成總能量需求增大,接頭易過熱。此外,在相同的電流有效值的條件下,脈動電流的峰值相對平緩的直流幅值較高,帶來一些小型件點焊的工藝困難。交流電源的電流控制響應的最小時間可達10mS。為適應小型件精密點焊,有的電源設計為帶半波控制的單脈沖加熱控制功能。
2、電容貯能電阻點焊電源
圖2為簡化的電容貯能電阻點焊電源簡化等效電路和電流波形圖。電容貯能點焊電源的工作原理是單相或三相交流電經過整流電路轉換成直流電,然后向電容器充電。電容器貯藏的電能量:
 (5) (5)
式中 W——貯存電能量(J); C——電容器容量(F);Uc——充電電壓(V)。
a) 等效電路圖
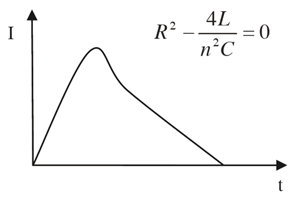
b) 電流波形圖
圖2 電容貯能點焊電源等值電路及電流波形
電容貯能焊機調節焊接電流的方法主要有幾種,一是改變貯能電容器組的充電電壓,隨著貯能電容器充電電壓增加,電流峰值增大,但放電電流規律接近不變,總的能量輸出增大;其它的方法是改變焊接變壓器的匝數比或電容容量,隨著變壓器初級線圈匝數的減少,電流峰值增大,但通電時間縮短,總的輸出能量接近不變;增大電容容量則放電時間增長,總輸出能量增加。通常采用第一種調節方法。
電容貯能點焊機熱量集中,其主要問題是調節性差,電能的釋放不可控,不能進行反饋調節,與小型件的精密能量調節要求有差距,此外,很高的電流峰值容易造成零件的熔毀。
電容貯能點焊機還存在其它一些缺點。電容貯能焊機能量轉換效率要比其它類型焊機低,貯能電容器及焊接變壓器體積龐大,電力回路部分復雜,焊機成本高,容量越大越高;貯能電容器經常處于快速充放電過程中,介質損耗大,壽命短等。
3、逆變直流電阻點焊電源
圖3為逆變式直流點焊電源基本電路及輸出電流波形圖。由圖可知,它先由三相交流電先經整流器變換成紋波率低的直流,再經過功率開關器件(如晶體管GTR、MOSFET、IGBT、GTO等)構成的逆變橋變成中頻方波供給中頻變壓器,經變壓器降壓后再整流成脈動較小的直流供給電極對工件進行焊接。逆變器通常采用電流反饋脈寬調制獲得穩定的恒流輸出。

a)等效電路圖
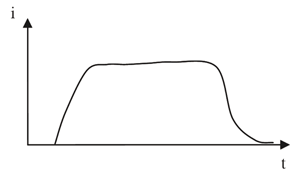
b)電流波形圖
圖3 逆變直流點焊電源及電流波形圖
與一般單相工頻交流電阻點焊電源、電容貯能點焊電源比較,逆變直流電阻點焊電源具有以下優點:焊接變壓器小型輕量化;高速精密控制、動態響應性好;輸出低脈動率的直流焊接電流;三相平衡負載、功率因數高、節能經濟性好等。逆變直流點焊電源雖然具有這么多優點,但是目前其制造成本比較高,電路相對復雜。對于微型件的點焊,由于其可控性好,是比較理想的電源,功率電子器件的發展和逆變技術的成熟,這類電源逐步獲得了應用。考慮微型件點焊精密調節輸出能量和快速響應速度的需要,電阻焊逆變電源技術需要進一步發展。
二、逆變直流電阻點焊電源調節的精密性
聯邦工程師們曾針對不同逆變直流電阻點焊電源進行實驗,并在實驗過程中獲取了實際的焊接電流波形。實驗條件:JYD-03和JYD-03A逆變點焊機(單相和三相),額定電流3000A,逆變頻率4kHz;JYD-04LB逆變點焊機,三相,額定電流4000A,逆變頻率1kHz;日本MIYACHI公司生產的MM-315AC焊接大電流測試儀測量電流;泰克公司生產的TDS2012型數字示波器測量波形;5mm厚的不銹鋼板作為實驗負載;用來測量焊接大電流的羅氏線圈。為便于分析,電源工作在開環狀態,不采用電流反饋,電流設定轉換為脈寬控制。圖4為用羅氏線圈測量的JYD-04LB電源的次級電流感應信號(曲線2)和經過積分電路還原的焊接電流信號(曲線1)波形圖,脈寬設定為40%。試驗結果表明測試的可行性,下面分析各種條件下的電流波形。

圖4 羅氏線圈感應信號和積分后的焊接電流波形
1、頻率分別為1kHz和4kHz的逆變電阻點焊電源的波形分析
頻率提高不僅可以減小鐵心截面積從而減小變壓器的體積和重量,而且可以提高控制精度,縮短控制周期。例如工頻交流焊機的調節周期較長,對50Hz的電網,焊接時間調節分辨率為20ms。逆變直流點焊機時間調節分辨率可達0.25ms(4kHz逆變頻率),控制精度高。
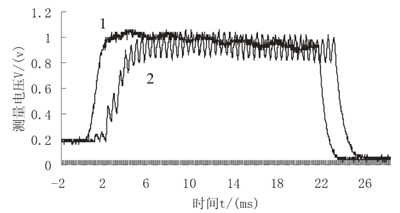
圖5 不同頻率逆變點焊電源的焊接電流波形圖
圖5為不同頻率逆變直流點焊電源的焊接電流波形圖。曲線1為JYD-03A(逆變頻率為4kHz)三相逆變點焊電源的結果,而曲線2為JYD-04LB焊接電源(逆變頻率1kHz)的結果,電流用測量電壓表示,實際電流值分別為1.90kA和1.85kA。頻率提高后,電流的紋波明顯減小。由于兩種電源的濾波電容不同,JYD-03A比JYD-04LB小1/3,其電流波形有較明顯的300Hz波動。通過比較分析可以看出,頻率越高,電流穩定性越好,焊接時間調節分辨率越小,動態響應越快。
2、三相和單相逆變電阻點焊電源的波形分析
圖6為JYD-03和JYD-03A(三相和單相)逆變點焊電源電流輸出波形圖,其中曲線1為三相逆變點焊電源電流波形,而曲線2為單相。逆變頻率都為4kHz,脈寬設定為70%,用電流測試儀測得的電流分別為1.90kA和1.86kA。從波形可以看出,三相逆變點焊電源的輸出波形比單相的平穩,單相逆變點焊電源的電流輸出波形上疊加了一個頻率約為100Hz的波動信號,而三相逆變點焊電源的現象就不太明顯,這主要是電源采用不同的供電相數,盡管兩臺電源采用的濾波電容相同,整流濾波后單相波形的濾波明顯不足造成的,這也說明了單相供電電源存在較大的波動性。
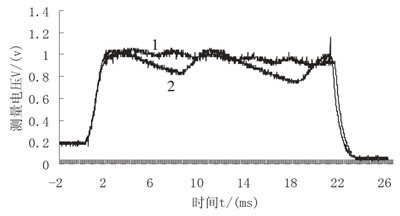
圖6 三相和單相逆變電阻點焊電源電流輸出波形
3、同一電源不同脈寬設置輸出波形分析
上升時間、焊接時間、脈寬等參數對逆變點焊電源電流輸出波形都有影響。為了進一步了解脈寬設置對輸出電流的影響,聯邦工程們用數字示波器對同一電源不同脈寬設置的點焊過程進行采樣記錄,并將所記錄數據處理,結果見圖7,其中脈寬設置1為最大脈寬、2為70%、3為40%。

圖7 不同脈寬設置的輸出電流波形圖
從圖7可以看出,隨著脈寬不斷加寬,不僅輸出的電流增大(電流由小至大依次為1.08kA、1.90kA和2.45kA),而且電流波形波動加大。這主要是因為電流增大的同時電壓沒有發生變化,輸出功率相應增大。在大功率輸出的條件下,電容容量較小使得濾波不足。因此,宜選用較大的濾波電容。
三、精密逆變電阻點焊技術的發展方向
小型件的點焊比較困難,為了提高點焊成品率與點焊質量,擴大電阻點焊技術在微型零件制造中的應用,需要進一步發展精密電阻點焊技術。
1、提高電源輸出調節分辨率和響應速度。由于電阻點焊電流大,受回路的限制,電阻點焊逆變電源采用的逆變頻率比弧焊或其它電源的逆變頻率低得多,通常采用1kHz左右,其調節分辨率和控制響應速度相應較低。近年來,相繼有2kHz、4kz和5kHz的產品面市,也有25kHz技術的報道。對精密點焊,提高逆變頻率是必然趨勢。逆變頻率的提高需要在變壓器設計、減小回路損耗上下功夫,它們直接影響產品的品質。對小零件的焊接,焊接電源的容量較小,提高逆變頻率較容易實現,對大功率的電源則難度增大。小型件的精密點焊也可以采用模擬式晶體管電源,這類電源能量損耗較大,逆變電源的改善有望代替這類電源。
2、改善焊接電流波形,提高焊接參數的工藝適應性。普通的電源設計為單次加熱、兩次加熱,復雜一些的電源有三次加熱或帶電流緩升緩降控制。由于精密點焊涉及的結構和材料復雜,這些波形不能滿足最佳焊接要求,如有的材料點焊采用去除氧化膜與調節起始焊接條件,可以提高焊接的一致性。對精密點焊,要求波形精心設計,甚至包括波形的調控,使之與材料的加熱冷卻過程相適應。
3、發展精密點焊的實時質量控制技術。點焊過程實時控制是排除過程中各種干擾,提高生產成品率的重要手段。控制方法包括工藝參數的穩定控制和質量的反饋控制。點焊質量實時控制是一項重要的但長期沒有解決好的難題,采用多參數的智能控制的研究,有較好的前景。
4、研制精密加壓系統。焊接壓力對點焊相當重要,微型件的焊接需要精密的加壓保證,包括小壓力穩定性、機械系統的隨動性(與焊接變形相適應的快速反應)、位置的適應性與準確的位置控制等。傳統的氣動加壓很難適應精密點焊的要求,采用彈簧壓縮量觸發焊接通電的方式也難準確控制壓力。其它的加壓方式,包括采用壓力傳感器反饋控制,需要進一步的探討。
5、提升計算機應用水平。利用計算機模擬技術、數據庫技術建立精密點焊的輔助系統,對相當復雜的小型件的精密點焊應用將會有良好的幫助。焊接數據的采集與記錄,保證產品的可追溯性,對醫療器械等重要零件的焊接是十分重要的。具有聯網技術的精密點焊機的開發,為數據的記錄與更新提供方便,可方便地進行遠程監視與控制。
四、結論
1、與工頻交流、電容貯能焊接電源比較,精密逆變點焊電源可控性好,對小型件的點焊有較好的工藝適應性。
2、精密逆變點焊電源的逆變頻率提高,有利于提高控制分辨率、電源的動態響應和電流穩定性。對微型件的精密點焊電源,需要進一步提高逆變頻率和改善電源設計。
3、三相精密逆變點焊電源比單相穩定,并且電網負荷平衡。
|

