|
200升閉口鋼桶改進卷邊工藝的探討
朱寶成
200升閉口鋼桶是一種盛裝出口液體物料的常用包裝,它必須有良好的密封性,才能在和使用中確保安全。因此對鋼桶密封有直接影響的幾個結構部位,在加工工藝中應予以足夠的重視。
目前,隨著出口危險貨物的增多和對包裝檢驗的深入,各制桶廠家開始認識到圓弧卷邊鋼桶比來卷邊耐跌落,正逐步將原來的平卷邊改為圓弧卷邊。此改進是可喜的,但由于工藝上存在不少問題,仍影響著質量的可靠性。所以從理論上研究和改進工藝,就發展出口來說是至關重要的。
五層平卷邊是制桶工業一項沿用多年的加工工藝,具體過程是將底蓋與桶身先卷制成圓管狀,再以外加壓力將其圓管壓成矩形平邊,使其緊密的嚙合,來保證桶的密閉性(五層平卷邊的加工過程見圖1)。
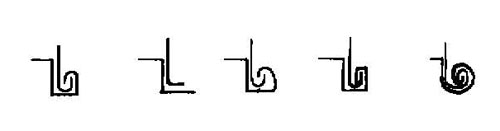
圖1
但是這一工藝存在著很大的缺點,主要有:
1、圓管狀桶身的翻邊被壓成矩形邊過程中,制桶設備的滾輪必須增大壓力,機軸的徑向扭矩才能達到要求,從而使設備增在了負荷,縮短了使用壽命。
2、在圓管桶身翻邊被改壓成矩形的變形階段,原來卷得比較緊的圓卷層受擠壓變形影響,卷層不能100%達到五層卷層結構,在內部發生間隙,容易產生4.5層和4層的現象(見圖2),造成卷邊質量低劣,滲漏現象嚴重。另外從邊學直觀分析,卷邊由圓弧狀被擠壓成矩形過程中,卷邊形成了很大的應力變形,造成應力集中,減弱了抗沖擊強度,在外力條件下會首先發生破壞。

圖2
從鋼桶結構分析,圓弧卷層比平卷邊的卷層結構合理,在強度上優越的多,這是因為:
1、圓弧卷層緊密(呈越卷越緊形式)。
2、圓弧卷層剛性強度要比平卷邊大,能抗跌落和沖擊。
3、卷層緊密,滲漏率低。
我國絕大部分制桶企業過去多采用兩重數卷邊(卷管—軋平),近年來大部分已經改用圓弧卷邊,即三重數卷邊,其工藝過程是預卷→卷管→卷緊造型。圓弧卷邊的滾輪必須有三個不同的孔模,即預卷輪→卷管輪→卷緊造型模。為確保圓弧卷邊質量,要特別注意以下環節:
1、預卷輪:是制圓卷邊的首要環節,先將桶底(蓋)的凸緣邊預制出一個很小的圓弧,這樣可以保證第二道工序(卷管工序)順利緊密地卷制。
2、噴刷密封填料:預卷層的頂(蓋)要注噴(刷)適量的密封填料,通過滾動使密封填料順利均勻地附著在頂卷圓弧內壁上(如圖3),而且要形成一種均勻的膠條狀。預卷模孔徑最好在(3.5~4.0)t,其R這為1.5 t(t為鋼桶板材厚度)。

圖3
3、卷邊模(輪)是將桶底(蓋)與桶身卷成一體工序的模具,應具備良好的過渡曲線和比較高精的光潔度,過渡曲線應具備下列是條件:
① 必須通順利地迎合預卷弧的曲線半徑。
② 要使卷弧的曲線半徑由大(松)到小(緊)。逐步過渡以比較理想的曲線半徑。
③ 由于要制七層圓弧卷邊,模孔輪寬度應設計在大于5 t+1.5毫米,如果等于5 t或小于5t,都不易于卷出七層卷邊。
④ 過渡曲線要圓滑,切點位置準確,由導向面開始,都必須有較高的硬度和光潔度。
4、卷緊造型模(輪)是繼卷管模(輪)之后,再進一步的軋緊和造型工序,通過軋緊后卷邊的形狀定型,其模具孔(輪)技術要求為:
①要迎合卷邊模(輪槽)的曲率及其形狀變化。
②要保證在軋制過程中使原卷邊模(輪槽)卷制的管呈漸緊趨勢,防止擠壓疏松現象。
③模孔(輪槽)大小要適當,避免由于模孔(輪槽)過小擠壓力過大而使卷邊結構產生清角、切角、切邊等現象。
④孔型(輪槽)的高度要大于其寬度,這樣可增強卷邊的支承力,角跌落時與單焊縫跌落時都能增強抗摔性。
5、桶身翻邊與桶底(蓋)凸緣邊的尺寸
關于這部分的尺寸根據目前探索,以1.25mm桶板而論,可參照以下公式:
D >d+48t(+0.3mm)………………⑴
D1>d1+27.2t(+0.3~0.5mm)……⑵
式中D=桶底(蓋)凸緣底邊外徑(mm),d=桶底(蓋)凸緣頂邊外徑(mm)(目前名義尺寸為Φ560 mm。見圖4(a)
D1=桶身翻邊以后外徑,見圖4(b);d1=桶身內徑,見圖4(b);
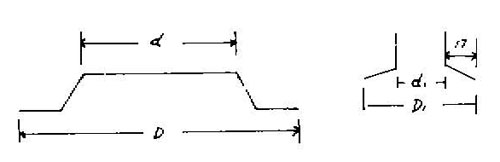
圖4
注:⑴本尺寸是以曲線展開及模孔(輪槽)截面各為依據推算而出,是一個近似值,其確切尺寸應根據實際的模具及設備情況酌情增減。為了保證圓卷邊的穩定性,其桶底(蓋)凸緣邊大小與桶身翻邊大小大體一致。防止過大或過小。式中(+0.3~0.5)和(+0.3)就是穩定的大致數值。
⑵公式⑴中的D值是做圓弧卷邊最小值。
6、焊縫與桶身翻邊的尺寸
⑴焊縫搭接部分一般為3 mm,焊接后的厚度要近似于原桶板厚度,而且還要保證焊接應力。
⑵桶身翻邊目前多采用滾軋翻邊形式,幾何尺寸達不到標準要求,應改用模具擠壓翻邊,才能保證翻邊尺寸均勻,使圓弧卷邊的質量符合工藝標準。
7、圓弧卷邊的卷層緊密度、層數及卷層結構的好壞與凸輪進給量和標準的轉數(桶身轉數)有著直接關系。標準盤轉數的快慢和凸輪進給量的大小必須要匹配恰當,優選一個恰如其分的數值。凸輪的進給速度,剛一卷制時應快些,在卷管成型和將要結束時應慢些,也就是凸輪的導程曲線是由快→慢的逐漸開值。
進給速度與標準盤的轉數比,標準盤為轉一轉其凸輪進給量在初速度為2~1.5 mm(90º ~180º凸輪轉角的進給量);在末速時大約應在1.5~0.9 mm范圍內(180 º~270 º凸輪轉角進給量)。
上述數據僅是大致控制范圍,具體應用時應根據不同設備機型,并經過解剖查其卷層結構后確定。
以上對200升閉口鋼桶加工工藝的探討,是筆者通過檢驗實踐,在生產廠科技人員的協助下,了解到的點滴情況和個人的改進意見,不周之處還望從事鋼桶加工工藝的科技人員指正。
|

