|
三重七層圓弧卷邊工藝技術研究
中國人民解放軍3602工廠
劉國良
金屬包裝容器種類繁多,用途也各不相同。但是鋼桶作為包裝容器的主要品種之一,是其它類包裝容器無法取代的。特別是涉及危險物品易燃易爆物品的運輸出口也對鋼桶包裝提出了更高的安全可靠性要求。目前國內鋼桶制造行業經過幾十年的發展,鋼桶的制造技術有了較大的進步,包括制桶的設備,模具,工藝裝備等。國內一些制桶廠家為達到國家標準及國際海運危規的要求,進行了一系列的技術工藝的攻關活動,取得了可喜的成績。
國際上先進的三重七層圓弧卷邊工藝技術已在國內制桶行業得到應用和推廣。但是由于認識上及客觀的原因,導致三重七層圓弧卷邊工藝技術出現了參差不齊的情況。主要是表現在卷邊的形狀和卷層的密實度不夠。導致鋼桶的密封可靠性差,跌落試驗難達到標準要求。
本人從事制桶技術工作二十多年,一直以來想寫一篇關于三重七層卷邊工藝技術方面的文章,把自己對這項技術的見解和認識與國內同行分享。基于此目的,現就運用建立數學模型的方法,為三重七層圓弧卷邊技術提供一個可以量化的科學的支持和理論依據,減少盲目性,提高可靠性。
一、建立數學模型
根據卷邊特性(參見《鋼桶制造技術》第13章第3節“卷封裝配工藝設計”)建立一個漸開線方程式的數學模型。每360度漸開線偏移2倍的材料厚度的位移。建立數學模型方程式為極坐標方程(以1.2材料厚度為例):
r=1.2+1.2×θ/3.1415926………………………(1)
式中:r——極徑,mm。
θ——極角,單位度。
將θ角從0度到540度,按每5度為一個分度角(角度越小精度越高,所作漸開線越光滑)。按公式(2)計算出各點對應的極坐標(r, θ).公式(2)為公式(1)轉化角度單位后公式。
r=1.2+1.2×θ/180…………………………………(2)
式中:θ——極角,單位度。
按式(2)做出72個點的極坐標點,后用三點一圓弧做出三重卷邊如圖1所示。

圖1
做出的圖1模型中,由桶底桶蓋經卷邊成型后的三重七層卷邊結構,些結構應為是一圓滑的層與層之間是緊實的結構。中心為密封膠圈結構所處位置。中心膠條應為密實的整圈。
二、根據建立數學模型進行工藝計算
根據材料力學知識,我們知道在卷邊過程中,由于材料內外圈受力的特性不同,導致內外圈在材料組織及內應力上的變化。由于卷邊處外壁的材料受拉應力作用,材料會拉伸伸長,處于內壁的材料由于擠壓應力的作用,材料會壓縮變短。因此,要做出較為準確的工藝分析計算,需要找到中性層。薄板零件在彎曲變形過程中材料的厚度中存在著一個中性層,位于彎曲區中的中性層的材料是既不拉伸也不壓縮的狀態,這就是彎曲區中的唯一變形前后長度不變的位置。軟鋼材料中性層一般為材料厚度的0.64位置。所以由式(2)可以推導出中性層位置的極坐標方程式(3):
r=1.2×0.64+1.2×θ/3.1415926…………………………………(3)
下面根據高等數學曲線弧長的微積分知識推導出此模型的漸開線展開長度。
L= ∫x0rdθ=∫x0(0.64×1.2+1.2θ/3.1415926)dθ………………………(4)
L=0.64×1.2x+0.6x2/3.1415926+1.2 ………………………………(5)
將X=540×3.1415926/180=3×3.1415926代入(5)式得
L=0.64×1.2×3×3.1415926+0.6×32×3.14159262/3.1415926+1.2
= 25.2 (mm)
同理可計算出0度到450度的弧長為
L=0.64×1.2×2.5×3.1415926+0.6×2.52×3.1415926+1.2
=19 (mm)
根據以上計算可以做出桶底蓋卷邊部位工藝尺寸圖如圖2所示。
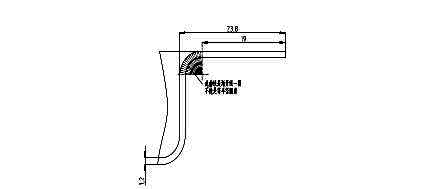
圖2
目前國內有的制桶廠家對卷邊的工藝尺寸不是靠計算出來,而是憑經驗反復試驗確定,尺寸不準確。浪費了很多時間和財力。同時需要說明的是每一個確定的工藝尺寸是對應一個相應的模型的。并且對各工藝相配合的尺寸,工裝是有嚴格要求的。同時要說明的是目前國內廠家在生產桶底蓋時,卷邊處是一個R圓角,這對三重卷邊會引起不利的影響。如圖2所示。
除了桶底蓋卷邊部位形狀尺寸的外,還與之相配合的桶身參與卷邊部位形狀尺寸也是很重要的。圖3所示為桶身參與卷邊的模型圖。
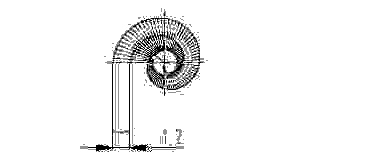
圖3
同理可以推導出曲線弧長公式為:
L=0.64×1.2x+0.6x2/3.1415926………………………(6)
式中X為0度到375度
L=0.64×1.2×375×3.1415926/180+0.6×3752×3.1415926/180/180
=13.2 (mm)
桶身直接參與卷邊角度285度代入式(6)得
L=8.6 mm
根據上面計算可以作出桶身扳邊幾何形狀尺寸圖如圖4所示。桶身的扳邊圓角也不能是等半徑R的圓角,而應是漸開線圓角。是三重七層圓弧卷邊的一部份。說到這里,我們對三重七層圓弧卷邊的幾何形狀尺寸的計算初步完成。

圖4
三、三重七層圓弧卷邊的卷邊過程分析計算
三重七層圓弧卷邊這一數學模型的實現其實是分步配合,科學合理的自動實現的過程。首先需要把靜止的模型按動態過程進行分解。通常是在專用三滾輪裝配機上自動實現的。通常一個滾輪只能完成180度的卷邊加工,三個滾輪只能完成540度的卷邊加工。如果加工的模型需要的卷邊角度大于540度是無法實現卷邊的。
分析這一過程,先得對圖1的模型整體進行分解。按三個滾輪每個滾輪180度的卷邊來分工配合連續完成的。通過用曲線弧長積分方法計算出三個滾輪加工最終后的模型。
如圖5桶身桶底蓋開始貼合時的狀態圖。要求圓弧部份貼合良好。這一部份漸開線圓弧是由模具保證成型的,不是滾輪成型,它是三重七層圓弧卷邊的一部份。圖6是第一道滾輪加工終止模型。圖7是第二道滾輪加工終止模。圖1是第三道滾輪加工終止模。

圖5
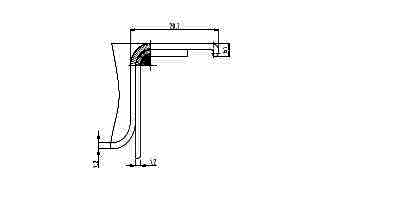
圖6
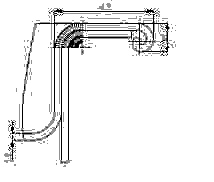
圖7
到此我們完成了三重七層圓弧卷邊的動態工藝過程的分析的計算。以此來研究分析卷邊的工裝模具的設計。就有了一個科學的依據。
四、卷邊滾輪的設計制造
前面已經講過,三個滾輪是分工配合完成卷邊過程的。即每個滾輪只完成三重七層圓弧卷邊的一段弧。具體滾輪槽形示意如圖8是一道卷邊滾輪槽形示意圖。圖9是二道卷邊滾輪槽形示意圖。圖10是三道卷邊滾輪槽形示意圖。

圖8

圖 9

圖 10
因此三重七層圓弧卷邊是一個注重細節的技術性強的工作。不能在細節上有任何的不完美之處。滾輪槽形對卷邊十分重要。槽形加工可以用高精度數控車床加工而成。另外,為延長滾輪壽命,滾輪材質要用高合金模具鋼,熱處理采用真空熱處理,減少槽形的變形。槽形要打蠟拋光,表面光潔度越光滾輪壽命越長。同時加工時注意改善潤滑條件,采用點滴式適量向槽形部位滴注潤滑油。
總之以上是本人對鋼桶三重七層圓弧卷邊技術的一點認識和見解。供同行們參考。
|

