|
隨動補償系統原理在制桶機械中的應用
楊文亮
新疆和盛興機械制造有限公司是國內第一家研制出全自動立式鋼桶生產線的企業,目前在新疆已完成兩條生產線的投產使用。他們在設計制造立式封口機的時候,曾發現,在鋼桶卷封過程中,鋼桶有軸向尺寸縮小的現象,由于上壓盤在開始壓在桶身上時,是已經定位死了的,所以在后期桶身變短后,不能壓緊,從而產生了桶身軸向竄動現象,影響了封閉的質量。如圖1所示為自動立式封口機。
其實,這種現象在鋼桶生產中是經常遇到的,因為桶身翻邊時一般不能翻成直角,而在卷封過程中才會逐漸變成直角,這個變化過程,立式鋼桶封口機為下卷邊情況下,桶身會自然縮短下移。

圖1 自動立式封口機
為了解決這個問題,他們把上壓盤的驅動油缸改為恒壓隨動補差油缸。當桶身變短時,油缸會失去部分壓力,而這種油缸會自動補充油液,使油缸內保持壓力恒定,這樣油缸就會隨著桶身的縮短而自動下移,使上壓盤始終保持與桶身壓緊,從而保證了卷邊封口的質量。
這種方法其實就是隨動系統的原理。在對新疆昌德公司引進的立式生產線進行分析時,我們發現在其封口機上也是采用的這種系統,不過他采用的不是恒壓油缸,而是采用的液壓隨動系統實現的。
幾年前,在國內開始生產“W”筋鋼桶時,我們試圖用滾壓波紋的方法來實現,實踐中,發現滾筋時常出現跑偏現象。其實這種現象的出現,也是因為在滾筋時,桶身會縮短,平常兩端壓盤定位不能隨桶身變短而壓緊,使得桶身左右竄動,從而造成壓筋跑偏。如下圖所示為常見臥式滾筋機。

圖2 臥式滾筋機
為了解決這個問題,營口北方制桶設備科技有限公司曾采用先預漲大環筋,然后再滾壓“W”的辦法很好的解決了這個問題。其實先漲筋后滾筋,等于是給滾筋工序制造了一個定位環,再進行滾筋時,就不會再走偏了。
與上述立式封口機所采用的方法類似,我們也可以把桶身兩端的定位壓盤的驅動油缸改用恒壓油缸,或采用液壓隨動系統,使壓盤隨著桶身的縮短而及時跟進,可及時阻止桶身左右竄動,這樣環筋在滾壓過程中就不會走偏。
液壓隨動系統是一個自動調節系統,其壓力隨動系統可使執行油缸隨壓力的變化而移動。隨動系統是靠誤差信號來進行工作的,當系統給一輸入信號后,輸入環節壓力的改變,引起系統中輸入環節和輸入環節間的失調,這樣失調稱為系統的誤差,這一誤差使執行機構產生運作,由于執行機構的動作又消除這一誤差,一般隨動系統的工作過程可用工作原理方框圖表示,如圖3所示。

圖3 液壓隨動系統工作原理方框圖
液壓隨動系統有多種實現方法,常用的有蓄能器保壓回路和自動補油保壓系統。如圖4為一種自動補油保壓回路示例。當電磁換向閥4右位接入回路時,液壓缸上腔成為壓力腔,活塞下行終止,壓盤抵住桶身,上腔壓力上升,在壓力上升到電接觸式壓力表1上限觸點調定壓力時,電接觸式壓力表發出電信號,使電磁換向閥4功換成中位,液壓泵卸荷,液壓缸由液控單向閥3保壓。當桶身縮短,致使液壓缸上腔壓力下降到下限觸點調定壓力時,電磁換向閥4右位接入回路,液壓泵又向液壓缸上腔補油,使其壓力回升。工作完畢時,電磁換向閥4左位接入回路時,活塞向上退回。這種回路保壓時間長,壓力穩定性好。
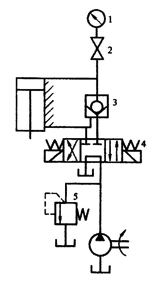
圖4 自動補油保壓系統
也可以直接采用恒壓油缸,能有效地減化系統,隨動及時準確,比液壓隨動系統更可靠。
如果不采用液壓方法進行隨動跟蹤,也可以使用機械方法實現,我們一般稱做浮動壓盤,其實現方法也有很多種,最簡單的是使用彈簧做為跟蹤補償元件,因為彈簧的作用,也可以使壓盤始終和桶身壓緊。但彈簧難以實現準確的定位跟蹤,而且壓力也不恒定,工作起來穩定性較差。
關于滾筋走偏的問題,我曾經與山西水利(通用)機械廠侯新明廠長和浙江衢州鼎邦鋼桶機械模具廠朱建邦廠長分別探討過。這種因桶身縮短而產生的桶身壓緊誤差,通過壓盤隨動補償的方法,再輸入另一個誤差,用以消除前頭所造成的誤差,從而得以實現壓力平衡。我和朱廠長談論的時候形象地稱這種方法為“負負得正”。
其實有時候機械設備的問題就和我們人的能力一樣。假如有一臺設備出了故障,有機械方面的問題,也有電氣方面的問題。如果派一個只懂機械不懂電氣的維修工,或者派一個只懂電氣不懂機械的維修工去修理,可能誰也解決不了問題,但如果把兩個人同時派去修理,他們會優勢互補,很好的解決問題。就如朱廠長說的:“兩個沒有用的人,放在一起,就變成了有用的人。” 孔子就曾說過:“三人行,必有我師焉。”這是這個道理。世上沒有十全十美的人,更不可能有十全十美的設備。只有虛心學習,不斷進步,才能使自己的產品日臻完美。
衢州鼎邦鋼桶機械模具廠近年來不斷鉆研技術、改進設備,不斷調整經營策略,取得了不錯的業績,得到了很多制桶企業的好評,其原因是與心胸寬廣的朱廠長不斷滿足用戶要求的“隨動跟進”思想和倔強不曲、與時俱進的創新精神是分不開的。
我們期待著衢州鼎邦鋼桶機械模具廠研制的全自動立式鋼桶生產線早日問世!
|

