|
金屬容器激光焊接技術研究
唐偉釗
摘要:介紹了目前國內金屬包裝三片罐的焊接工藝,以及激光焊接技術應用于金屬材料加工的優勢。通過對鍍鉻薄壁金屬包裝材料的激光切割實驗、激光焊接實驗、拉伸實驗,確定了特定厚度鍍鉻板的激光焊接工藝參數,提出了鍍鉻薄板激光焊接的發展方向。
關鍵詞:鍍鉻薄板;金屬包裝材料;激光焊接
我國金屬包裝主要有兩片罐、三片罐、金屬桶等。其中,兩片罐、三片罐作為食品包裝,其比例占金屬包裝的2/3以上。目前,金屬罐所用的包裝材料主要是冷軋薄鋼板。包裝用的鋼板多為普通碳素鋼和普通低合金鋼熱軋而成的冷軋薄鋼板,為增強其耐腐蝕性,通常還需要在表面進行鍍層處理。按照鍍層金屬的不同可分為鍍錫薄鋼板、鍍鉻薄鋼板、鍍鋅薄鋼板3種。
早期的金屬三片罐的焊接方式采用錫焊工藝,但是錫焊工藝容易造成焊條污染。目前我國食品三片罐罐身焊接主要是采用電阻焊。電阻焊是將銅絲作為焊接媒介物,銅絲將焊接電流導向馬口鐵進行焊接,具有較強的拉伸強度和抗拉強度,電阻焊通常采用的是傳統搭接焊技術,在焊接時每邊會有O.3~2.O 的材料進行重疊搭接,增加材料成本。同時,電阻焊技術存在一定的焊接質量問題,如翻邊易開裂,焊縫處耐腐蝕性較差和外觀不良,易產生滲漏、泄漏等。
鍍鉻薄鋼板簡稱鍍鉻板,屬于無錫鋼板,國外鍍鉻薄板已經有越來越多的應用,取代了部分鍍錫板用材。鍍鉻板的成本低,耐高溫性強,耐堿性好,涂料附著性特別優異,表層涂涂料后可產生非常好的裝飾和保護作用。目前鍍鉻鋼板在國內主要用于制作啤酒瓶蓋、飲料及中性食品罐涂料蓋,用作食品罐還很少。鍍鉻板不可以采用錫焊工藝,只能采用搭接或粘合。
隨著激光技術的發展,由于能源高度集中和熱影晌區小,并且激光束具有可以在大氣中焊接的優點,如何將激光焊接引入三片罐焊接,尤其是鍍鉻薄板包裝材料的焊接中來,減少焊接缺陷,是研究的目的。
1 激光焊接工藝優勢
激光焊接是將高強度的激光束輻射至金屬表面,通過激光與金屬的相互作用,金屬吸收激光轉化為熱能,使金屬熔化后冷卻結晶形成焊接。激光焊接的優勢有:
1)焊接工序簡單。由于激光焊接功率較大,焊接融合深度較大,焊縫深,熱影響區小。激光焊接馬口鐵等材料,不用磨掉原來的鍍層,并且可以實現對接焊。
2)避免材料變形。由于焊接時熱影響區較小,可以避免金屬材料變形和涂層受損,不需添加銅絲等焊接媒介材料,焊接后表面光滑。
3)焊縫強度較高。對于鍍鉻薄鋼板,由于不能進行錫焊、電阻焊,更加需要考慮應用激光焊接工藝。另外,金屬容器罐裝后需要封口,但是封口后,有時由于搭接焊厚度、強度的影響,可能產生緊密度不夠,發生泄漏。激光焊接后,因為焊縫強度高,能經受較高應力作用,在儲運過程中不易破損、泄漏。
4)無焊接介質污染。傳統的錫焊和電阻焊都有焊接媒介材料,由于目前的三片罐都用來裝食品,所以可能發生焊接媒介材料污染內裝物的情況,但是激光焊接無需焊接媒介材料,所以不用擔心污染。
5)節約成本。激光焊接可以實現對接焊技術,焊接時可以減少搭接焊產生的O.3~2.O mm的材料重疊;同時,可以減少銅絲的使用,對于金屬罐成本的降低具有非常大的意義。
2 鍍鉻鋼板激光焊接實驗研究
2.1實驗條件
2.1.1焊接試樣采集
實驗材料是不同厚度的鍍鉻鋼板,都是用于常用金屬包裝材料的厚度。
2.1.2 設備及工藝參數
激光切割機CS035F-50X(見圖1a),切割參數為:電流150A,脈寬O.4 ms,頻率120 Hz,速度6~8m/s,鋼板穿孔時間500ms。
激光焊接機PB300(見圖1b),功率反饋光纖傳輸激光焊接機。激光波長1064 nm,光纖芯徑O.4nm。
鍍鉻薄鋼板試樣厚度分別為O.20mm,O.23mm,O.27mm,焊接基本參數為:最大激光輸出功率300W;最大激光脈沖能量50 J/(10ms);脈沖寬度O.1~50ms;脈沖頻率1~200 Hz。

a 激光切割機 b 激光焊接機
圖1 激光切割、焊接實驗設備
2.1.3 焊接接頭幾何尺寸
焊接樣尺寸為lOOmm×60mm。采用2種方式焊接,分別為對接焊和搭接焊,見圖2。

對接焊 搭接焊
圖2 焊接接頭幾何尺寸
2.2 焊接實驗設計
2.2.1 實驗樣本數
鍍鉻薄板共計160片,用于對接焊80片,搭接焊80片。
2.2.2 排除一些實驗影響因素的方法
(1)僅使用鍍鉻馬口鐵,排除型號不同材料造成的結果不一致;(2)使用同一臺激光切割設備,排除切割后試樣及切口整齊性不一致;(3)使用同一臺激光焊接設備和夾具,排除夾具不當和參數誤差;(4)同一個技術人員操作,排除操作人員操作誤差;(5)使用同一臺拉力實驗機以及同一臺影像測繪儀,避免操作不當及測試方法不正確。
2.2.3 確定實驗因子及因子水平
確定出了激光功率、頻率、脈寬等7個可能的影晌因子。
2.3 焊接試樣焊接實驗
激光焊接,對焊接對試樣切縫要求較高,也就是焊接件的邊緣齊整性要好。故使用激光切割進行前期試樣處理。同時由于實驗環境溫濕度變化,在焊接,部分切口出現氧化現象,所以使用砂紙進行局部去銹處理。
因為試樣尺寸、形狀的特殊性,在焊接時,需要借助夾具進行固定,保證焊接過程中2片金屬薄板平齊。焊接過程中,通過調整焊接最大功率和激光波形,進行系列的數據采樣,再進行數據對比。
激光最大功率:是激光加工中最關鍵的參數之一。采用較高的功率密度,在微妙時間范圍內,表層即可加熱至沸點,產生大量汽化,因此,高功率密度對于材料加工有利。
激光脈沖波形:激光波形在脈沖微型焊接中是一個重要指數,當激光入射到金屬表面時,金屬表面要將60%~98%的激光能量反射而損耗掉,采用適當的激光波形可減少這部分能量的損耗。
焊接點間距為O.2 mm,出光頻率20.O Hz,速度5mm/s。
在實驗中,對接焊和搭接焊分別調整2種不同波形,見表1和圖3。
表1 不同焊接方式及焊接波形參數
焊接方式 |
焊接波形參數 |
脈寬
/ms |
能量控制率/% |
脈寬
/ms |
能量控制率/% |
對接焊 |
波形1 |
0.3 |
100 |
2.3 |
100 |
波形2 |
0.3 |
100 |
2.5 |
100 |
搭接焊 |
波形3 |
0.3 |
100 |
3.5 |
100 |
波形4 |
0.3 |
100 |
3.8 |
100 |

圖3 波形1焊接波形圖
2.4 焊接實驗結果
在所選定波形、功率范圍內,焊接試件焊接情況較好,見圖4。
使用影像測繪儀對焊縫進行掃描照相,采用25倍放大倍率。得到焊縫情況如下:23號焊接樣,采用波形2對接焊,其最大功率為1.5 kW,激光能量為3.97J;24號焊接樣,采用波形2對接焊,其最大功率為1.7kW,激光能量為4.5J;25號焊接樣,采用波形2對接焊,其最大功率為1.9 kW,激光能量為5.03J。

23號試樣焊接結果2 23號試樣焊接結果2

24號試樣焊接結果 25號試樣焊接結果
圖4 部分試樣焊縫情況
2.5 焊接試樣拉伸件制備
根據GB/T 13450-92對接焊接頭寬板拉伸試驗方法,對焊接好的薄壁金屬板進行拉伸試驗件制,見圖5。采用機械切削方式截取樣坯,在焊好的試樣上,根據國標要求截取樣坯。

拉伸試樣 截取拉伸試樣后剩余材料
圖5 焊接試樣拉伸件制備
2.6 焊接試樣拉伸性能分析
拉伸試驗結果見表2。
表2 厚度0.23mm鍍鉻薄壁金屬包裝材料室溫拉伸試驗結果
能量
/J |
最大力
/N |
斷后伸長率
/% |
抗拉強度
/MPa |
上屈服強度
/MPa |
下屈服強度
/MPa |
彈性模量
/Pa |
3.72 |
1.29 |
-100.0 |
514.0 |
473.5 |
473.5 |
-15568724.07 |
3.92 |
1.31 |
-100.0 |
524.0 |
484.5 |
484.0 |
-40959668.40 |
4.16 |
1.13 |
-100.0 |
452.5 |
454.5 |
- |
-33429770.27 |
4.21 |
1.28 |
-100.0 |
512.0 |
460.5 |
459.5 |
-31313435.10 |
4.41 |
1.29 |
-100.0 |
516.0 |
469.0 |
468.0 |
-33700621.62 |
4.5 |
1.28 |
-100.0 |
511.5 |
469.0 |
468.5 |
12622807.46 |
4.65 |
1.30 |
-100.0 |
518.5 |
459.5 |
458.5 |
-18047989.91 |
4.71 |
1.29 |
-100.0 |
514.5 |
473.5 |
472.5 |
-50214589.96 |
5.03 |
1.29 |
-100.0 |
516.5 |
464.5 |
463.0 |
-24460869.55 |
2.7 實驗結果分析
2.7.1 焊接質量
焊接質量情況見圖6,焊接結果基本上分為2種情況:焊縫熔斷;焊縫良好。焊縫熔斷是由于焊接參數選擇時功率過大導致激光能量過大。

焊縫熔斷現象 焊縫良好

焊縫質量情況
圖6 焊接質量情況
2.7.2 焊縫質量影響因素
1)由于鍍鉻金屬包裝材料極易氧化,在進行激光切割后,短時間內必須進行激光焊接,如果時間較長,則在切割面產生毛刺、銹蝕現象,影響焊接效果。
2)經過砂紙打磨后的切割面,切割面直線性受到影響,在2片薄板進行對接焊接時,不能很好地貼合,影響焊接質量,可能會造成焊穿。
3)焊接時的夾具選擇也非常關鍵,在焊接實驗時,選用的是平板夾具,但是2塊夾具由于使用時間較長,有磨損,所以在完成夾持時,有時造成2片薄板高低差,雖然差值較小(O.02mm),但是會影響對接焊效果。
4)焊接時是半手工操作狀態,需要人工把焊接薄板夾持在夾具上,由于薄板厚度較小,所以在操作時,不可避免會造成薄板的輕度彎折,導致焊接邊緣不平齊,造成焊接質量問題。
5)焊接時需要吹氮氣以及時冷卻,如果沒有氮氣吹在焊接處,則造成黑色焊縫。
2.7.3 最佳激光焊接能量曲線
激光對接焊能量范圍見圖7。
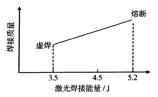
圖7 激光對接焊能量范圍
2.7.4 特定厚度最優焊接參數
根據焊接拉伸性能以及焊縫表面特征,確定以下3種厚度的鍍鉻薄鋼板的最佳焊接參數,見表3,此3種厚度常作為金屬罐的包裝材料。
表3 不同厚度鍍鉻薄板最佳焊接參數
鍍鉻薄板厚度
/mm |
激光功率
/kW |
單脈能量
/J |
脈寬
/ms |
焊接速度
/(mm/s) |
頻率
/Hz |
離焦量
/mm |
0.20 |
1.5 |
3.97 |
2.5 |
5 |
20 |
2 |
0.23 |
1.6 |
3.92 |
2.3 |
5 |
20 |
2 |
0.27 |
1.7 |
4.5 |
2.5 |
5 |
20 |
3 |
3 結論
1)金屬鍍鉻板有良好的性能,可以減少錫的用量,降低生產成本。其對涂料的附著力非常好,涂料涂覆后的鍍鉻板,涂膜附著力大,適宜用于制造食品罐的底蓋和沖拔罐。
2)薄鍍鉻板金屬激光焊接可以實現,但是由于鍍鉻板毛細管吸附效應,會在切割后的焊接邊產生生銹、起磷現象,影響焊接效果。
3)如用于實際生產,宜采用對接焊,不宜采用搭接焊,因為搭接焊會在焊縫位置形成2層金屬薄板材料厚度,造成材料浪費,同時制罐后影響罐身的強度。
4)對接激光焊接鍍鉻薄壁金屬包裝材料,可以節約成本,帶來良好的經濟效益。
5)激光焊接如果用于生產,速度較慢,經濟性體現尚不明顯。
|

