|
鋼桶圓卷邊生產嘗試
石河子柴油機廠 黃昭易
雖然GB/T325和新國標意見征求稿上,允許鋼桶平卷邊生產,但是根據我廠實踐,三重圓卷邊密封性遠優于雙重平卷邊,在這方面,我們作了大膽嘗試。
一、利用扇形圓弧凸輪輪廓來使平底從動件產生不同的近似的五種速度即:快等加速、等加速、平移速、快等減速及平移速。
根據凸輪運動規律得知:
W——凸輪的角速度;
φ——凸輪所轉角度;
微分從動速度 V=ds/dt=RWsinφ;
再微分從動件加速度 a=av/at=RW2cosφ;
從動件平移速度 V平=a平均加速度/a平均減速度;
由a=RW2cosφ,可知這種凸輪機構的從動件其加速度按余弦規律變化的。
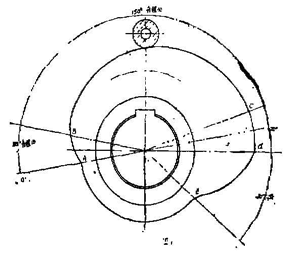
圖1
由圖1可以得知,當從動件從A點運動至B點,cos20°時,它的升程為10,cosφ值變化很大,它的變化是快等加速。當從動件從B點運動至C點,cos150°范圍內時它的升程為30,cosφ值變化較小,它的變化是等加速,也是工作曲線,當從動件C點運動至D點,cos20°范圍內時,升程為0時,cosφ值無變化,在鋼桶卷邊過程中稱為保壓,它的變化是平移速。當從動件D點運動至E點,cos40°范圍內時,它和升程為-40°cosφ值變化最大,且為負值,其變化是快等減速。最后當從動件從E點運動至A點,cos130°時,它的升程為0時,cosφ值無變化,其變化是平移速,而我廠的200L閉口鋼桶就利用上述的5種運動規律及其原理,來完成一個循環自動工作的。
二、鋼桶圓卷邊的質量好壞,很大程度取決于卷邊輪的尺寸及槽工藝結構的合理性,還與兩套邊輪之間的工步有聯系。一般講,雙重平卷邊由二次工進卷邊即可完成,而三重圓卷邊則需增加一道預卷工序來完成。每道工序間尺寸、工求既不相同,又有聯系,前道輪為二道輪預卷,二道輪為三道輪作準備。三道輪完成后才算卷邊工序完成,相互配合,先后有秩。但是,在我廠如要買一臺預卷機則需花11.5萬元資金,而且,在生產三重圓卷邊得分底蓋單獨預卷,這樣不利于卷邊的底蓋與桶身在卷邊中的同軸度。由于多次安裝,贊成的誤差,影響了鋼桶卷邊的密封性,這樣做是不可取的。
我們分析了卷邊輪的結構和工件的迭合卷曲原理,因為它是卷邊機上較為關鍵的零件之一,所以在不增加預卷機的情況下,依然用原設備一機兩輪,一改平卷邊輪槽結構尺寸,合理運用,并調節好一輪與三輪之間的過渡尺寸,見圖2、圖3。因輪槽形狀近似于垂鉤式樣,這樣可以使鐵皮較順利流暢地進行卷曲它的大小,卷曲升角的快慢,都狀有可能使鋼桶贊成次品或廢品,所以它將是重要的一組理論數據,并嚴加控制好。
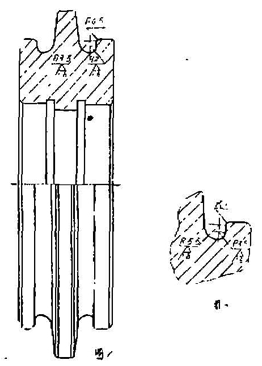
圖1和圖2
三、在鋼桶兩端參加卷邊的鐵皮進行磨削,狀去除1/3的厚度,因為鐵桶的卷邊上蓋和底是由桶身經翻邊后迭合,在卷邊機的封盤上,經卷邊輪旋壓成形而完成卷邊工序的,所以卷邊輪在卷邊時,輪槽的幾何尺寸是不變的,旋壓后的兩套滾輪已進到位后的輪槽內的鐵容量是有限的。再則桶身縫焊搭邊是兩層重迭在一起熔焊而成的,可焊層總是比一層鐵皮要厚,同時搭邊焊縫處兩側均1-2mm沒有容合壓薄的鐵條線,且又參與卷邊,這樣使其段加粗了卷邊的直徑,在卷邊時輪槽將多余的鐵旋出,在卷邊處,形成鐵舌,這將是最容易贊成密封不嚴的薄弱處。
四、卷邊輪在工作過程中,由于蓋底鉤和桶身周邊兩端,有剪切或沖裁毛剌,我們要求此處不得有起過0.24mm的毛剌和蓋底翻邊,應平滑,不得有0.3mm的毛剌和摺皺。這些方面可引起周邊的滲漏,卷層密封性能不可靠。別外在等速漸進的卷邊輪旋壓的同時,在相對運動摩擦產生的大量的熱,使輪槽表面粘結著一部分溶鐵,它使得表面退火,降低了工作表面的硬度加速輪槽內表面的磨損,使得表面粗糙,影響卷邊筋表面的光潔度。
五、我廠生產200L閉口鋼桶卷邊機是自制設備,即使是購進外省的設備,其技術參數不一,卷邊輪的工進速度和封盤速比配合不當,都將嚴重影響卷邊質量,重者毀壞設備。我們在處理這個問題時,將卷邊輪工進速度調至0.105m/min,封盤旋轉線速度為223 m/min。當用1.25mm鐵皮時,如果尺寸精度變化太大,其卷邊輪與封盤的差速比,也要發生變化,所以工進速度不變,在相同材質厚度不一,桶身與蓋底迭合后的卷邊周邊對工進的線速度不一樣,它將隨桶用材質的加厚而變慢。
六、密封材料的選擇。在卷邊中,為保證質量,需要在卷邊的蓋底鉤和鉤部內側勻涂密封材料,其成份由乳膠或橡膠與填充料、樹脂、增粘劑等配制而成的溶劑。因為在卷邊時,卷層中不可能完全無空隙,由于鐵的剛度在旋壓之后產生回彈,如果在卷層中涂布的封縫膠太厚,同樣,也會產生回彈(一般每公斤50只),卷層中形成空隙,達不到卷邊層次,盡管灌裝物千差萬別,由于我們采用填補我國空白的廈門產鷺路卷邊N-2型封縫膠,它的防腐、耐候、耐溫、柔韌、耐沖擊等性能具有相當好優越性,避免引起密封質量上的不良后果。
|

