|
鋼桶七層卷邊工藝尺寸的確定方法
王霖
[摘要]分析了鋼桶七層卷邊工藝的影響因素,指出壓輥成形曲線溝槽的形狀大小與鋼桶身,桶底、桶頂半成品接合邊緣的組合尺寸卷邊工藝成形質量的主要影響因素,并舉例說明發這二大主要影響因素有關有確定及計算方法。
關鍵詞:包裝容器 鋼桶 卷邊工藝 尺寸計算
鋼桶制造過程中,經過下料、磨邊、窩圓、點焊、縫焊、扳邊、滾波紋、漲筋之后,就需要進行的最后較為關鍵的一道工序。卷邊工序是用幾個帶曲線溝槽的壓輥,靠滾后的辦法,將加工合格的桶身、桶底、桶頂咬合連接在一起,使得鋼桶卷邊達到所設計的結構和尺寸,并具有一定的強度、抗沖擊能力,以經受住鋼桶成品在灌裝、貯存、運輸和搬運過程中所承受的重壓、碰撞、跌落等惡劣條件對鋼桶各個方面性能的考驗。由于卷邊不好而造成鋼桶滲漏是人民制桶行業長期面臨的一大難題,所以先進的卷邊形式——“七層”卷邊就應運而生了。這里的“七層”是指從鋼桶卷邊剖視圖的橫向來看,以桶身與桶底(桶頂)的鉤接中心部位劃橫線,每一個板材厚度算一層,則從最內側的桶底材料板厚數到外側的桶底(桶頂)材料板厚,一共有七層(見圖1)。下面就從鋼桶七層卷邊工藝的影響因素以及相關主要尺寸的確定方法這兩大方面來逐一探討鋼桶七層卷邊的工藝問題。

圖1 七層半圓形卷邊剖視圖
A-七層卷邊的厚度尺寸;B-七層卷邊和寬度尺寸;C-封縫膠
1 鋼桶七層卷邊工藝有影響因素
鋼桶七層卷邊工藝的成形質量與鋼桶身、桶底、桶頂半成品的加工合格與否,壓輥成形曲線溝槽的形狀大小,壓輥相對于封口夾盤在其工作極限位置時的上下安裝位置,壓輥的光潔度、板材的性質、板材的厚度和壓輥的進給速度等因素有關。其中,壓輥成形曲線溝槽的形狀大小與鋼桶桶身、桶底、桶頂半成品的接合邊緣有組合尺寸是七層卷邊工藝成形質量有主要因素。因為壓輥的光潔度、板材的性質、板材的厚度和壓輥的進給速度對生產某種規格有鋼桶制造廠來說,一般都是確定有,而壓輥成形曲線溝槽的形狀大小則要根據人們所設計的七層卷邊和形狀及大小來決定。以圖1形狀的七層卷形式來做200升鋼桶 的壓輥設計為例;第一道壓輥即預卷壓輥的曲線溝槽形狀較簡單,一般是由一個斜度小于4°的傾斜導引平面與一個半圓弧面(半圓直徑大于桶身材料厚度)所組成;而第二道壓輥和第三道壓輥都是由三段兩兩相切的圓弧曲面和一個導引傾斜平面所組成,并且,從導引斜面開始,每段圓弧曲面的半徑值的變化規律是由大到小。其中,與導引斜面相切的圓弧曲面的半徑最大,約在R10~R4之間,第二段圓弧曲面的半徑較小,第三段圓弧曲面的半徑最小,此段圓弧曲面為卷邊變形的關鍵部位,其值一般在R3~R4之間。只不過第二道壓輥的每段圓弧曲面半徑均大于第三道壓輥的每段相應的圓弧曲面半徑(相差值在0.5~2范圍內)。但是,第二道壓輥的導引傾斜平面的斜度小于第三道壓輥相應斜面的斜度(均小于4°,相差值1°~2°范圍內)而且,第二道壓輥變形關鍵部位的深度尺寸和寬度尺寸均小于第三道壓輥變形關鍵部位的相應尺寸。(相差值約為1,但都小于所設計的七層卷邊結構的相應尺寸。)圖2是江蘇省已達《國際海運危規》I類包裝標準的某制桶廠生產的200升鋼桶,如圖1形狀的七層半圓形卷邊的第二道壓輥和第三道壓輥的溝槽曲線加工樣板圖。從圖2可看出上述規律。這里值得一提的是,第二道壓輥和第三道壓輥在封口機上下安裝位置尺寸也較重要。實踐證明第二道壓輥在其工作時的極限位置即它馬上要上行退回的瞬間與封口夾盤在上下方向的合適距離S,為桶底(桶頂)材料板厚有5倍尺寸值,第三道壓輥在它完成工作行程即將向上方向的合適距離S,為桶底(桶頂)材料板厚的2倍尺寸值。(見圖3)只有這樣安裝壓輥,才能保證第三道壓輥正常發揮其成形作用,從而實現七層卷邊的結構。此外,還要注意在未采用自動縫焊工藝的情況下,應盡量減小桶身縫焊處的搭邊寬度值(一般對200升鋼桶該控制在6~10之間)并應將桶身縫焊兩端部位打薄,以減少”丁字口(所謂“丁字口”,是指桶身縫焊兩頂端與桶卷邊周圍的相接部位,它是卷邊的最薄弱部位。)處的板厚(不打薄時,“丁字口處的板厚層數為8層材料厚度,其中桶身占”)4層,桶底或桶頂占4層,而一般七層卷邊處的板厚數為7層,其中桶身占3層,桶底或桶頂占4層),使其不產生因材料較厚而出現“丁字口”處的鐵舌。一般來說,卷邊處出現鐵舌時,一經碰撞,鋼桶就較易滲漏。

圖2 200升鋼桶七層卷邊壓輥溝槽曲線
1、七層卷邊第二道壓輥溝槽樣板;2、七層卷邊第三道壓輥溝槽樣板
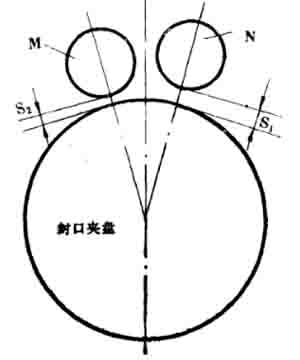
圖3 封口夾盤與壓輥距離S1、S2
M-第三道壓輥;N-第二道壓輥
2 鋼桶七層卷邊工藝主要尺寸的確定方法
為確保七層卷邊的結構和尺寸,首先必須保證鋼桶桶身、桶底、桶頂半成品的結構和尺寸合格,尤其是要確保這三者接合邊緣的組合尺寸有正確與穩定。因為對桶身這一半成品而言,其板邊尺寸和板邊角度(一般應≥90°)的超差都將直接影響卷邊的工序質量,造成卷邊不能咬合,卷邊層數不足七層,卷邊過卷邊處出現鐵舌問題;對桶頂、桶底有半成品而言,其翻邊凸緣尺寸過小,卷邊不能達到所需要有七層,或者是在卷邊卷合層的中心形成過大有空隙(一般空隙應小與1毫米),封縫膠不能完全地密封空隙,造成滲漏,而翻邊凸緣尺寸過大,又會使卷邊在卷合時,不能完全地把多余的凸緣卷合進去,從而造成卷邊處的鐵舌,或者是在預卷時,會使預卷圓不是形成一個開口半圓,而是變成一個閉口整圓,這樣的桶底、桶頂在參加卷邊時,會使桶身自卷,結果使得卷邊不能很好地咬合,或者是將卷合層的中心空隙完全堵死,封縫膠失去存在的空間而被擠出卷邊,不能形成密封。沒有封縫膠輔助密封的鋼桶,其防碰撞、防跌落的性能都大為降低,其卷邊處一經碰撞、跌落、就會產生滲漏。鋼桶桶身,桶底。桶頂。半成品接合邊緣的組合尺寸的大小是由人們所設計的七層卷邊的形狀及大小是由人們所設計的七層卷邊的形狀及大小所決定的。下面介紹2個圖1形狀的七層半圓形卷邊的各類鋼桶都適用且較節約材料的確定桶身板邊值L′和桶底、桶頂的翻邊凸緣值L(見圖4)和通用公式:


以上公式中,
t——桶身或桶底、桶頂材料板厚
A——t層卷邊的厚度尺寸(A=7t+0.25~0.5),
B——t層卷邊的寬度尺寸(B=7t+0.25~0.5),
R——桶底、桶頂轉角半徑。

圖4桶身板邊植L′,桶底(頂)凸緣植L
真正的t層半圓形卷邊,AB兩值應設計成等值即無論從七層卷邊剖視圖的中心部位的橫向來數還是從七層卷邊剖視圖的中心部位的縱向來數(見圖1),卷邊層數都應是七層。
現以200升閉口鋼桶如圖1形狀的半圖形t層卷邊的有關尺寸計算為例來說明上述公式的使用方法。
已知:200升鋼桶桶身,頂的材料厚度
t=1.25,桶底、桶頂轉角半徑R=3
t層半圓形卷邊的厚度A和寬度B為:
A=B=7t+0.45=0.92
則桶身板邊值
 
=17.82
=18(四舍五入取整數值)
桶底、桶頂翻邊凸緣值
 
=28.86
=29(四舍五入取整數值
上述二公式,經過我廠制造的多種規格的七層半圓形卷邊鋼桶的生產實踐驗證,表明它們是切實可行這有效的。
總之,隨著人們對鋼桶七層卷邊工藝的不斷探索和完善,再加上全自動縫焊工藝的推廣采用,制造成鋼桶滲漏的問題將不再是一大難題了。目前,七層卷邊先進工藝在全國制桶廠家的普及使用已為提高我國鋼桶的品質等級起到了至關重要的作用。
|

