|
三相中頻逆變全自動高速鋼桶縫焊機的技術特點(2)
應城駿騰發自動焊接裝備有限公司 王敬華

3、具有電流集束作用
交流電流在通過焊接區時,由于趨表效應而出現發散現象。與此相反,逆變式焊機輸出紋波很小的直流電流通過焊接區時有向中心集中的“集束作用”。它能使焊接熱量集中、焊點周圍熱影響區減小。這一特點對鍍層板(鍍鋅、鍍錫等)、多層板、鋁合金板、不銹鋼板和厚板的焊接尤其重要;
由于直流焊接電流的集束作用和沒有過零效應使得在同樣焊接條件下,采用逆變焊機時所用的焊接電流比交流焊接時可降低25%~30%;(這是中頻逆變焊機運行成本低的特點之一)
電極冷卻要求有所降低,可以減少冷卻水消耗;(這是中頻逆變焊機運行成本低的特點之二)
直流焊接電流的集束作用極少產生焊接飛濺,提高電極使用壽命1倍以上,并節省了電極修磨時間,提高了生產效率。 (這是中頻逆變焊機運行成本低的特點之三)
圖10為焊接鍍鋅板交流焊接時產生飛濺照片。

圖10 焊接鍍鋅板交流焊接時產生飛濺照片
圖11為焊接無涂層鋼板時的電流曲線圖。圖12為焊接有涂層鋼板時的電流曲線圖。
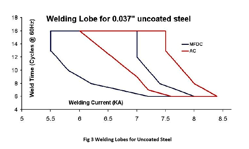
圖11 焊接無涂層鋼板時的電流曲線圖
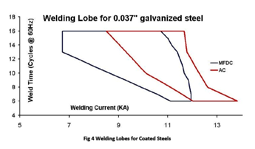
圖12 焊接有涂層鋼板時的電流曲線圖
4、焊接變壓器重量輕、體積小
對容量一定的變壓器,決定其體積和重量的主要因素n(繞組匝數)和 S(鐵芯截面)與工作頻率是成反比關系。即可通過提高工作頻率的途徑減少繞組匝數和鐵芯截面。在目前的設計和制造水平下,1000Hz逆變式焊接變壓器的重量僅是同等容量工頻焊接變壓器的1/5~1/3。使焊機的結構緊湊、重量減輕、安裝維修方便。圖13為焊接變壓器外形圖。
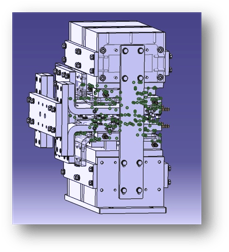
圖13 焊接變壓器外形圖
5、電源三相負截平衡
交流焊機只能單相供電,破壞了電網平衡,嚴重影響了其他用電設備的正常運行。因此,也使大容量交流電阻焊機的使用受到限制。
逆變式焊機由電源三相供電,其運行不影響電網的三相平衡。
圖14為三種電源的原理簡圖

圖14 三種電源的原理簡圖
6、功率因數高
焊機的功率因數是影響供電設備利用率的重要指標,若焊機的功率因數提高一倍則對供電容量的要求減少1/2。
由于電阻焊機輸出的是低電壓、大電流。因此,焊機次級回路的電感作用明顯,它使得交流焊機的功率因數只能達到0.3~0.5 。而逆變式焊機輸出的是直流焊接電流,焊機的功率因數可以高達0.95 。因此,逆變式電阻焊機對供電容量的要求還不到同等容量交流焊機的1/2。 (這是中頻逆變焊機運行成本低的特點之四)
電網電纜截面積可大幅度減小。交流焊機若是用75mm2電纜線,中頻逆變就可用50mm2 (這是中頻逆變焊機運行成本低的特點之五)
7、避免了交變電磁力對焊接壓力的干擾
焊接壓力的穩定是實現優質焊接的重要條件。交流焊接時,強大的焊接電流使電極臂受到交變電磁力的干擾,從而導致電極壓力的不穩定,影響焊接質量。
逆變焊機輸出的是直流焊接電流且紋波很小,不會影響電極壓力的穩定,因此,可以用更小的焊接壓力完成工作。(這是中頻逆變焊機運行成本低的特點之六)
8、控制精度高、速度快 、分析準
普通工頻焊機(包括交流和次級整流焊機)一般是用可控硅移相控制。由于工作頻率(50Hz)的限制,其焊接電流的最小調節周期也需20ms(一個周波);
中頻逆變電源的工作頻率是1000Hz,其焊接電流的最小調節周期只有1ms (一個周波);
因此中頻逆變電源可以更精確地控制電流輸出,更快地達到設定電流,能更快地完成焊接,焊接過程也更為可靠;
基于整個中頻逆變系統的先進性,可以更多、更準確地分析焊接參數。
9、控制系統的監控功能
自動診斷功能,在每次焊接前會先行測量輸入電壓、頻率、氣壓、冷卻水壓力等多項數據,在焊接時會測量可控硅是否在正常導通狀態,以確保焊機在正常下運行。
焊接控制器通過檢測初級輸入電壓及輸出焊接電流,在輸入電源±15%變化時,輸出電流變化在±1%內,恒流/恒壓控制響應時間不超過1個毫秒(1ms);
具有多功能保護及缺相檢測,用于監視輸入電源電壓之高低,若超出額定值±15%時,或當三相電源發生缺相時,會自動停止工作,防止因缺相而出現事故 ;
可控硅/IGBT驅動板與控制器采用光耦隔離,除將大電流和弱訊號分隔不至干擾控制器外,更主要是把高低壓電源分開,保障人身安全,即使操作者在極惡劣的工作環境下使用控制器,也不會發生任何事故 ;
焊接控制器可直接控制電氣參數和機械動力參數,真正實現焊接程序的電控切換。
三、結束語
公司在高速鋼桶縫焊機系列產品研發、生產和銷售等工作方面做出了很大的努力,同時也得到了國內同行和焊接專家、客戶的支持和關愛,使高速鋼桶縫焊機系列產品生產量達到19臺,綜合技術水平達到國際先進水平,并且以穩定的質量,優惠的售價、良好的服務贏得客戶的好評,經濟和社會效益顯著,為發展民族焊接制造裝備業作出了貢獻。
|

