|
鋼桶縫焊工藝參數計算(1)
解放軍第七四三四工廠 張世強
鋼桶的桶身縫焊質量直接影響其產品的質量優劣。在去年6月25日,云南省進出口商品檢驗局對我廠生產的“9105”批產品進行抽查檢驗,合格率僅有50%。1000只鋼桶不準外銷,給工廠帶來了經濟損失,也影響了工廠的聲譽在這種情況下成立了攻關小組。進行技術攻關。通過收集1-5月份鋼桶的生產數量和質檢部門的質檢報告,經整理核查,運用數學手段進行了分析,提出了影響產品質量的主要因素是桶身的縫焊質量,故將改進桶身縫焊技術列為主攻目標。
一、分析縫焊質量不穩定的原因
通過在生產現場觀察和取樣分析,發現縫焊質量不穩定原因如下:
1.工藝參數選擇不佳。在焊接始點和終點出現假焊,桶身在翻邊后出現了微裂紋。進而,桶封蓋時,在封卷輪封卷過程中桶身翻邊處又發生彈性變形和塑性變形,致縫焊處出現不同程度的損傷和撕裂。在檢測時,桶身丁字口處出現了滲漏。
2.焊接時,上、下電極滾輪接觸面積小于80%,且縫焊齒印不清晰,在距卷邊2.O-50mm處出現焊接擊穿。
3.在始焊和終焊瞬時產生強烈的火花飛瀕,影響了操作正確性,致焊道扭曲,焊接質量不穩定。
二、對縫焊機理進行分析
鋼桶采用低碳鋼薄板。其焊接主要采用點焊和縫焊兩種形式,屬壓力接觸焊。其焊接的機理相同,均屬將需焊接的焊縫進行局部加溫使之處于半熔化狀態或塑性狀態,然后再施加壓力。在壓力作用下,金屬的晶粒之間產生相對滑移,冷卻后塑性變形依然存在的一種焊接方法。
塑性變形程度取決于:金屬所含元素的種類,即分子結構形式。另取決于變形的條件,即熱擠壓變形還是冷擠壓變形。金屬在接區的加熱升溫,降低了塑性變形的抗力,為晶粒滑移、組合提供了必要條件,而接觸壓力給焊接提供了充分條件。
其加熱溫度范圍在Fe-Fe3C相圖中奧氏體相,即固相線內。其焊接溫度較固相線低200℃左右,終焊溫度(指-焊接點).在750℃~800℃之間,均可獲得良好的焊接強度。接觸焊的加熱溫度值非常重要,主要決定于被焊材料的碳當量,可根據該碳當量值在Fe-Fe3C相圖(此相圖本文略,從金屬材料或熱處理手冊中查找)中查出在固相區的溫度Tm。為便于計算碳當量引用國際焊接協會推薦的碳當量計算公式:
C(%)=C+(1/16)Mn+(1/24)Si+(1/4)Mo+(1/13)Cu+(1/5)Cr+(1/5)V (%) (1)
鋼桶行業使用的低碳鋼薄板,主要雜質為:Mn、Si、P、S。公式(1)可簡化為:
C(%)=C+(1/16)Mn+(1/24)Si (2)
根據材料成份的化驗結果運用公式( 2)算出碳當量值, 以確定在Fe-Fe3C相圖中的固相溫度Tm。其塑性變形溫度公式:
△T=Tm-200 (℃) (3)
根據熱力學原理,溫度與熱量之間轉換遵循以下的公式:
Q吸=mc△T (4)
式中:
Q吸——質量為m的物質達到△T所需的熱量(J);m——焊縫加熱金屬的質量(kg);C——比熱容。鋼為0.46×103 (J/kg.℃);△T——塑性變形所需溫度(℃)
三、影響縫焊質量的主要因素
根據以上分析,焊接的實質就是焊縫區吸收的熱量和縫焊機所發出熱量之間的關系。這種關系同樣遵循焦耳-楞次定律,其公式如下:
Q=0.24IIRt (5)
式中:
Q——電能所產生的熱量 (J);I——焊接時所需電流 (A);R——焊接系統的電阻值 (Ω);t——焊接通電時間 (s)
公式(5)中的電阻值是一個變量,采用不等參數的焊接,其值也不同。根據縫焊原理(壓力焊)其系統電阻值R遵循以下關系:
R=2R件+2R級+R觸 (6)
式中:
R件——焊件內部電阻 (Ω);R觸——焊件間接觸電阻(Ω);R極——電極與焊件間接觸電阻 (Ω)
根據公式(5)和(6)推出了影響焊接熱量主要參數是:I、R、t三要素。在焊接某種金屬材料時,其I、t可視為常數,而R值卻是變量,R值的確定必須對其進行分別討論。
1.R觸是變量。被加熱金屬焊接區表面粗糙度值不均勻,且是未加工面,所以凹凸不平。在焊接時金屬不是整個平面接觸,而個別凸點接觸。通電后使電力線在接觸點附近產生彎曲、收縮,而增加了接觸電阻。值大小與電極滾輪壓力值、材料性質和表面狀況有關。對于低碳鋼有下列關系:
①電極壓力P增大;則R觸變小。電極壓力P與R觸成反比。見圖1。

圖1
②R觸和焊接區溫度Tm,電極壓力P之間關系成正比,當其P=4500N,Tm=600℃時,其R觸≈0。見圖1和圖2。

圖2
2、電極與焊件之間接觸電阻R極與接觸表面質量和含碳量有關。其含碳量小,硬度低,則接觸面積大。R極值導電率為85%,與逼電時間t的關系見圖3。通電焊接時間t≈0.02s時,R極≈0。

圖3
3.焊件內部電阻R伴是不均勻的,焊接時電流密度不均勻,主要遵循以下關系:
R件≈δρK1K2/DD (7)
式中:
δ——焊接件厚度(mm);ρ——焊件材料電阻系數 (Q.cm),低碳鋼ρ=15×10-6 Ω·cm;K1K2——修正系數
4.焊接時熱過程
電流通過兩電極滾輪對焊件放出的熱量由兩部分組成,一部分用于焊接區加溫,是形成焊核所需的熱量,稱之為Q效,另一部分被冷金屬工件和冷卻液所帶走,稱之為Q損。縫焊機本身所發出的熱功為:
Q=Q效+Q損 (8)
其關系見圖4。Q損只與加熱所需的時間t有關。瞬時焊接Q損≈0。所以Q效≈ Q。
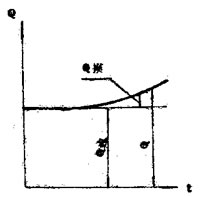
圖4
Q效與電流和電阻成正比。通過以上分析公式(5)中的參數可以靜態的進行計算。公式(5)中參數 IIR可根據交流電的有效電功率公式:
P電=UIcosφ (9)
式中
cosφ——通常近似為1。
因為 P電=UI=IIR (10)
將公式(10)代入公式(5)得以下公式:
Q=0.2P電t (11)
式中:
Q——熱功率(J);P電——電功率(VA);t——通電焊接時間(s)
通過以上的分析,其影響縫焊質量的主要因素為:I、P、t已清楚。
|

