|
再談200升鋼桶圓卷邊工藝(3)
吳鐵麟
三、簡單圓弧螺線圓卷邊工藝剖析
簡單圓弧螺線圓卷邊工藝過程如圖9。包括預卷邊、頭道滾輪卷邊、二道滾輪卷邊,和擠壓定型四重工藝。
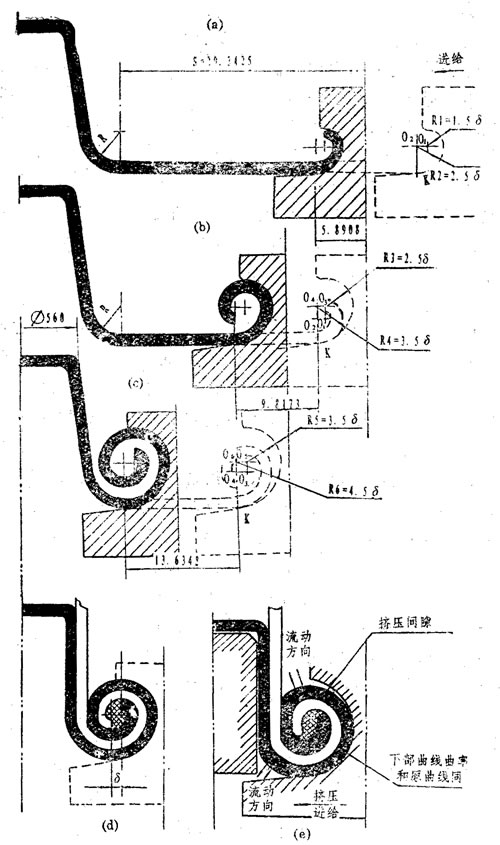
圖9
預卷邊。予卷邊工序是底蓋單獨加工的工序(不帶桶體)。此工序最簡單,也最容易實現,但作用很大,決定著鋼桶圓卷邊的質量。預卷邊在桶底蓋圓周的邊緣部位,形成預卷槽。在預卷過程中注入填料,靠離心力將填料均勻地甩至邊緣,經干燥后在預卷槽邊緣形成密封環,密封效果最佳。通過分析我們知道,預卷邊部分是圓卷邊的最里層,相當于平面卷曲的起始段,也就是相當平面卷曲的基圓(胎具)。圓卷邊外層曲率的變化,都要依附于預卷的曲率。從理論上講,預卷邊的曲率越大越好。從實際考慮,鋼桶卷邊內應留有足夠的填料間隙。較理想的情況,預卷槽最大外徑應該是5mm左右。如果省去預卷,這個最大外徑為5mm左右的圓弧卷曲,只有靠自由卷曲段來完成,這是不容易作到的。必須用一曲率最大的滾輪,單獨進行預卷。
預卷邊是第一重卷邊,完成整個圓卷邊的I區。預卷邊的滾輪曲線設計,見圖9ao
①預卷滾輪曲線的圓心坐標。簡單圓弧螺線有兩個圓心,O1O2(A、B),O1O2=板厚δ=1.25mm
相對K點 K(x=-1.25,y=-2.5)
O1(x1=0,y1=0)
O2(x2=-1.25,y2=0)
②滾輪圓弧半徑
R1=1.5δ-1.5×l.25=1.870mm,O1為圓心,第一象限。
R2=2.5δ=3.125mm,O2為圓心,第四象限。
③預卷邊鐵板中線展開長度
R2部份=2πR1′/4=1.96 39mm
R2部份=2πR2′/4=3.9269mm
整個展開長度=5.8908mm
板材卷曲變形,一面拉伸,另一面壓縮,使板材厚度不均勻。
④驅動凸輪的有效行程也是5.8908mm。經過嚴密設計的凸輪曲線,凸輪的傳動效果比液壓傳動的效果好。但要關注滾輪曲線和凸輪曲線,由于磨損引起的變化。
⑤滾輪的導向斜率。滾輪導向斜率的大小,影響桶底蓋邊進入滾輪后變形的效果,K點是變形的起點,多重卷邊每重滾輪的導向斜率應該是一致的,以便各重卷邊銜接良好。一般2°~8°。
2.頭道卷邊,也是第二重卷邊,完成整個圓卷邊的Ⅱ區。頭道滾輪圓弧設計,見圖9b。
①頭道滾輪曲線的圓心坐標。頭道滾輪圓弧的圓心是O3O4,O3O4 =δ=1.25mm
O3(X3=0,y3=δ=1.25mm)
O4 (X4=-1.25, y4=1.25mm)
②滾輪曲線圓弧半徑。
R3=R2=3.125mm,O3為圓心第一象限
R4=3.5δ=4.375mm,O4為圓心,第四象限.
③頭道卷邊鐵板展開長度。
R3部份=2πR3′/4= 3.9269mm
R4部份= 2πR4′/4= 5.8304mm
整個展開長度= 9.8173 mm
④驅動凸輪的有效行程也是9.81.73mm
3.二道卷邊,也是第三重卷邊,完成整個圓卷邊的夏區,兼有擠壓定型的作用。
二道滾輪圓弧設計,見圖9c。
①二道滾輪圓弧益線的圓心坐標
二道滾輪曲線圓心是O5O6,O5O6=1.25mm
O5(X5=0, y5=2δ=2.5mm)
O6(X6=-1.25, y6=2.5mm)
②滾輪曲線的圓弧半徑
R5=3.5δ=4.375mm,O5為圓心,第一象限
R6=4.5δ=5.625mm, O6為圓心,第四象限
③鐵板中線展開長度
R5部份=2π×3δ/4=5.8904mm
R6部份=2π×4δ/4=7.7444mm
整個展開長度=13.6348mm
凸輪進給有效行程也是13.6348mm
4.預卷邊、頭道卷邊、二道卷邊的總展開長度:
S=5.8904+9.8173+13.6348=29.3425mm
5.擠壓定型的作用。擠壓定型對鋼桶的密封性能和強度都起著重要作用。擠壓的種類一般有三種:平擠壓、上擠壓和改變形狀擠壓。
①平擠壓。采用原來二道卷邊滾輪,完成卷邊形狀后,繼續進給一小段距離。一般進給一個板厚1真由凸輪的有效行程,再加1 .25mm,維持鋼桶旋轉1-2轉(鋼桶凸輪另有專著)。擠壓后基本不改變原來的卷邊形狀,其目的是消馀卷層間隙,防止固彈,使卷邊牢固。圖9d就是簡單圓弧螺線,七層圓卷邊擠壓一個板厚后的形狀。
②上擠壓。上擠壓采用專門擠壓滾輪。導向斜率應和各重卷邊滾輪導向斜率相同。滾輪下部曲線的形狀和二道滾輪相同,上部曲率變小,留出擠壓間隙。擠壓結果使圓卷邊徑向尺寸減小,軸向尺寸增加,卷層填滿間隙,向箭頭方向流動。上擠壓的目的,仍然是增加圓卷邊的牢度,并獲得一定形狀的卷邊,見圖9e。
③變形擠壓。采用專門形狀的滾輪。目的是完全破壞原來的卷曲形狀,進行技術保密,確立本企業的專利產品,如“工藝剖析”一文中GERMAN, INSTITUTE摹TRAPEZSEAM的梯形卷邊。
④通過擠壓變形的研究,使我們進入一個新的境界。學習圓卷邊技術,不能單獨的研究圓卷邊的外廓形狀。用橡皮泥印來的外廓形狀,鋸下名牌產品的斷面實樣,收集圓卷邊圖譜,只能用來分析參考,絕對不能生搬硬套。由于生產工藝的各異性,不要迷信外國,不要迷信名家。必須了解卷邊工藝的基本原理,找出各重滾輪曲線的依據,結合本廠實際,才能從必然王國,走向自由王國。
6.簡單圓弧螺線圓卷邊工藝過程分析結論
①各重滾輪卷邊曲線的導向斜率相等,解決了各重卷邊圓弧的銜接問題。
②簡單圓弧螺線只有兩個圓心,但對于每重卷邊來說,圓心相對圓弧起點K,每重上移一個板厚。這是因為簡單圓弧螺線,不可能一個過程卷完,必須分段加工。
③給出了Ⅰ、Ⅱ、Ⅲ區各段的圓弧半徑,等于給出了各重卷邊滾輪的圓弧曲線。求出了各段中心線展開長度,就等于給出了各重卷邊的凸輪有效進給行程。
④計算出總展開長度,便于進行桶底蓋落料尺寸的設計,便于采用合理的落料尺寸和先進的沖壓工藝。
⑤簡單圓弧螺線,每一周圓弧半徑變化兩次近似的說明了螺旋的概念,在理論上具有重要意義。但距理想的效果還有一定差距。每一周圓弧半徑變化三次,四次……。無限次,接近理想狀態。通常每周圓弧變化四次,就具有較高的實用價值。
⑧本文介紹了底蓋與桶體板材等厚的圓邊卷曲工藝,亦可以推導出底蓋與桶體板材不等厚圓卷邊卷曲工藝。
鋼桶制造技術是不斷進步,不斷完善的。我們在。簡單圓弧螺線圓卷邊工藝。基礎上,研究出“四重圓弧螺線圓卷邊工藝”,使200升鋼桶圓卷邊工藝科學化,規范化。從而,推動鋼桶薄型化的發展,以達到用材最省,質量最好,效益最高,使鋼桶行業出現新的繁榮。
(全文完)
|

