|
200L閉口鋼桶封閉器滲漏原因分析
石家莊市制桶廠 劉振廷
隨著我國制桶技術的飛速發展,200L閉口鋼桶的質量達到《國際海運危規》I類包裝標準的生產廠家增多,如雨后春筍,形勢喜人。然而,由于普遍采用了三重圓卷邊工藝,多數廠家順利通過1.8m(內裝液體密度不超過1.2時)的跌落檢驗,而250kPa水壓檢驗結果卻不盡人意。往往在注入孔的四周(見圖3b點處)產生滲漏,致檢驗結果判為不合。下面就封閉器產生滲漏問題進行剖析。
在GB325《包裝容器 鋼桶》標準中,對200L閉口鋼桶有詳盡的要求與說明。在GB13251《金屬容器 鋼桶封閉器》標準中,除封閉器TG型螺圈厚度未作硬性規定外,其他也都有詳盡的要求與說明。然而,裝配桶頂與螺圈所用模具的尺寸、結構及關鍵的工藝參數,尚無標準和統一的規定。技術力量雄厚的廠家自行設計自己加多小廠則請人設計外協加工。因此,各廠所用模具的結構及關鍵工藝參數的選擇存在一定的差異,使用效果也很懸殊。所以,模具設計是否合理,工人操作調整是否得當是解決封閉器產生滲漏的關鍵,也是我們探討的重點。
下面簡要分析一下進行250kPa水壓檢驗時在注入孔四周產生滲漏的過程。水壓檢驗時,隨著桶內的壓力逐漸增高,桶頂平面逐漸變成了向外凸出的近似球面形狀,如圖1。當桶頂變形為球面后,桶頂的中央部位無皺褶,在桶頂的四周部位則產生了一圈波浪形的皺褶,如圖2。透氣孔1和注入孔2恰好都在皺褶上。由于透氣孔的直徑小,還能勉強處于一個近似平面狀態中,而注入孔直徑大,問題就突出了;大螺圈的厚度3mm左右,機械強度較大,再加上擰緊的桶蓋在螺圈中央支撐著,因此大螺圈基本不變形。但是,桶頂大螺圈四周的鐵皮要參與變形,并產生皺褶。在部分圓弧段上原來二者之間的裝配間隙開始變大,當其超出了內襯圈的彈性范圍,就開始滲漏了。

在此,順便提一句:GB13251標準性能試驗所示的試驗裝置對封閉器的裝配質量進行試驗固然很重要,也很有效,但是由于該試驗模擬桶頂的鐵皮面積小,且封閉器的位置又按排在中心,螺圈處的鐵皮不產生波浪形皺褶,故試驗結果不能反映出鋼桶進行水壓試驗時的真實情況。真實地模擬釩桶水壓試驗的試驗裝備,還有待于我們研究開發。
下面我們分析封閉器產生滲漏的主要原因。
一、模具設計不合理
1、合理裝配封閉器的剖面圖如圖3所示。
鋸開己裝配好的封閉器觀察其剖面,若在圖3中a點處存有間隙,說明桶頂的沖孔翻邊的高度不夠。沖孔翻邊拉延成型的復合模具的主要結構如圖4所示。影響翻邊高度的主要因素是選擇圖4中沖孔沖頭直徑的大小。沖孔直徑選大了,翻邊高度不夠;沖孔直徑選小了,翻邊高度超高,極易開裂(適當地增大翻邊凸模的R角也可有效地減少開裂)。我通過理論計算及使用不同材質的桶板進行實驗的結,論是:注入孔的沖頭直徑為φ50±2mm。透氣孔沖孔沖頭的直徑為φ19±1 mm。各廠家應根據自己使用的封閉器的型號和桶板鋼號的實際情況,將公差縮小即可。以注入孔為例,若使用TG型螺圈桶板使用08鋼冷軋板,可選用φ48+0.5mm沖孔沖頭。若使用TM型螺圈,桶板使用熱軋油桶板,沖孔沖頭可定為φ62-0.5mm。
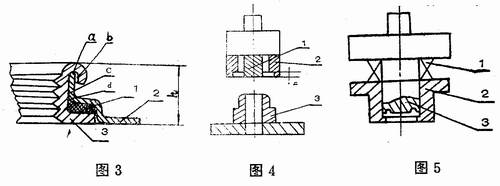
2.圖3中,襯圈壓縮前的厚度為2.7-3mm,壓縮后的厚度大于1.5mm時,防滲漏的性能會大大降低,說明圖4中八方拉延深度h數值選的太大。在使用TM型螺圈時,h值應為4.5+0.1mm ,使用TG型螺圈時h值應為4.2+O.1mm。
3.在圖3中d處的R角選的過大時,拉延順利。因大部分襯圈填充了R圓弧角空間,降低了防滲能力。因此,在拉延不開裂的情況下,此處的R拉延角應盡量減小,可取R=R1-1.5mm。
4、螺圈裝配后,螺圈的下平面低于桶頂的下平面,不是“內平式”而是“內突式”。如果八方拉延深度尺寸正確,出現‘內突式”的主要原因是壓合裝配模設計不合理或壓實時壓力不夠所致。本工序所用模具主要結構如圖5所示。其工作概況是壓圈先將桶頂、襯圈、螺圈三者壓實并以足夠的壓力將襯圈的享度壓至1.5mm左右。這時螺圈翻邊將桶皮鉤住。一句話,本套模具要先壓實,后翻邊鉤緊。如果模具結構過于簡單,沒有先壓的功能,或壓實的力度不夠,是很難保證裝配質量的。
二、模具磨損嚴重未及時更換
在圖3中,C點出現間隙是拉延凹模內孔磨損嚴重,其直徑變大所致,d點襯圈跑到R弧中去是拉延凹模R拉延角磨損嚴重,R變大所致。若不及時更換磨損嚴重的模,很難保證裝配質量,不可能通過250kpa水壓檢驗。
三、設備操作調整不當
主要是壓力機的行程調整。設備的鎖定裝置不可靠,已調整好的行程又變了。這一點應加強工序的自檢。一般說來,裝配后的總高度(圖3中的h)為:
| 螺圈型號 |
TM60 |
TM27 |
TG2 |
TG3/4 |
| 總高度h(mm) |
12.5±0.3 |
11.5±0.3 |
13±0.3 |
11±0.4 |
只要操作者隨時自檢這些尺寸是可以保證裝配質量的。
最后說明封閉器的選用:
1.使用桶用普通螺紋TM型封閉器好,還是使用桶用管螺紋TG型封閉器好?一般說來,TG型封瞄]器八方邊較寬(大螺圈八方對邊寬77.8mm),但材料略薄(δ=2.65mm),螺紋為英制管螺紋多TM型封閉器八方邊略窄(大螺圈八方對邊寬75mm),但材料較厚(δ=3),螺紋為公制螺紋。我認為這兩種型號的封閉器都能滿足《國際海運危規》工類包裝的使用要求。反過來講,這兩種封閉器的用戶沒通過水壓檢驗的例證也都存在。關鍵是封閉器的裝配質量和模具的設計質量及操作者的素質高低問題。如果您的產品主要是內銷,建議選用普通螺紋TNJ型的好,以便國內進行互換,如果您的產品主要是出口,特別是出口歐美地區,建議選用英制管螺紋TG型的好,因為英制管螺紋的桶口在國外使用較多。
2.有些廠家為保險起見,螺圈壓合裝配對除套裝襯圈外,還涂封縫膠。我認為沒必有要,一則提高生產成本多二則涂膠起壞作用。因為在壓合裝配時,膠的體積占據了寶貴的空間。因膠的固體份有限,膠干燥后體積縮小而生成新的空隙,水壓試驗時會使其滲漏,弄巧成拙。
|

