|
鋼桶桶身下料形狀精度的確定(1)
一、前言
在鋼桶制造過程中,桶身下料的形狀精度直接影響桶身質量及桶身與桶頂(底)的卷邊質量。過去有些制桶廠家由于桶身下料形狀精度得不到保證造成鋼桶卷邊三角區處(桶身焊縫兩端卷邊處)因密封不嚴而滲漏。因此,桶身下料是關鍵環節,必須對其下料的形狀精度進行嚴格控制。目前,在我國有關制桶的技術資料中,只提出了鋼桶桶身下料形狀精度所要求控制的項目——對角線之差,但對對角線之差具體數值的確定方法和對角線之差對后道工序質量的影響卻沒有進行深入的探討和論證。在制定制桶工藝時,技術人員只憑經驗來確定對角線之差的數值,而無理論計算依據。
本文在實踐經驗的基礎上,通過理論推導和分析論證,給出了桶身下料形狀精度對角線之差的計算公式及方法,使對角線之差的確定有了理論根據。為提高鋼桶產品質量提供了科學保證。
二、桶身下料形狀技術要求
(一)形狀技術要求
在制桶工藝中,桶身板材經裁剪后其幾何形狀為矩形。在板材剪切時,經調整測量后定位裝置的定位面與剪切面是平行的,而且板材對邊互為定位基準,因此,剪裁后的兩對邊是相互平行的。由于板材坯料本身的幾何精度及其它因素的影響,形狀不合要求主要是呈平行四邊形。在實際生產中板材兩鄰邊的垂直度不易測量,為了測量方便取形狀精度綜合指標對角線之差來評價板材剪裁后趨于矩形的程度。
(二)對角線之差對工序質量的影響
1.對焊縫兩端錯位量的影響。當桶身直徑一定,焊縫平行于桶身軸線的情況下,下料呈平行四邊形(即對角線之差不等于零)時將產生下面情況:如圖1和圖2按呈平行四邊形ABCD板料進行卷圓縫焊,將使桶身料長度方向兩端的C點與M點、A點與N點相重合,這樣就會在桶身焊縫兩端產生相等的錯位,其錯位量為BE或DF, 即BE=DF。
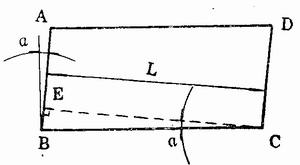
圖1

圖2
從幾何角度分析,在下料長度一定的情況下,搭邊寬度增大或減小(不小于零),同一端錯位將沿圓周按錯位量等螺距呈螺旋狀延伸。在實際生產中,由于桶身直徑和下料長度都是一定的,因此我們在此不考慮搭邊寬度。
2.對卷邊質量的影響
(1)焊縫兩端錯位處卷邊結構分析。
由于焊縫兩端錯位量的產生,桶身翻邊后焊縫兩端翻邊處的形狀如圖3所示。從圖中可以看出,錯位量使翻邊寬度沿翻邊外周邊從B逐漸減小到b;外周邊的最大曲率半徑R逐漸減小到r。因此,錯位量-B- b=R-r。
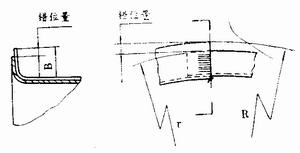
圖3
桶身翻邊寬度與桶頂(底)預卷邊寬度之間的裝配配合,是根據最大翻邊寬度B和預卷邊寬度來確定的。因此,在翻邊時最大翻邊寬度B必須滿足工藝要求值。這樣,經卷邊后最大翻邊寬度B將達到卷邊要求,而最小翻邊寬度b由于翻邊尺寸不夠將達不到卷邊要求,致卷邊層數不夠,卷層內產生較大空隙。如圖4。
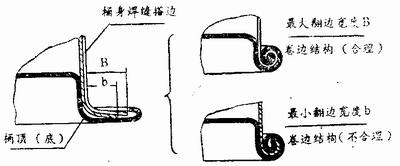
圖4
(2)卷邊對錯位量的要求。在桶身與桶頂(底)裝配時,桶身最大翻邊寬度B與桶頂(底)預卷邊寬度之間留有一定的間隙。這種間隙為正常間隙。焊縫兩端的錯位量,會使最小翻邊寬度b與預卷邊寬度之間形成非正常間隙,如圖5。這種非正常間隙按圖1及圖2在焊縫搭邊處為最大。因此,我們這里只研究搭邊處的非正常間隙及其錯位量。
非正常間隙=正常間隙+錯位量

圖5
對于某種桶在正常間隙要求一定的情況下,錯位量越大,非正常間隙就越大。當非正常間隙大到一定的限度,就會產生圖4的最小翻邊寬度b的卷邊結構,從而影響卷邊質量,所以必須對最大錯位量進行控制。由于材料、翻邊寬、預卷邊寬以及對卷邊質量等因素要求的不同,不同類型的桶對錯位量的要求不同。在制定工藝時,可根據實際情況確定。
|

