|
鋼桶涂料手工刷涂和手工噴涂
上海徐工涂料技術有限公司 徐國興
涂料的涂裝方法很多;有刷涂法、擦涂法、浸涂法、刮涂法、淋涂法、滾涂法、流化床法、電泳涂裝法、幕簾涂裝法、空氣噴涂法、高壓無氣噴涂法、靜電噴涂法等等。不同的涂裝方法具有不同的特點,適用于不同的工件形狀、不同的涂層要求和不同的涂料。
現在,國內外制桶行業的涂裝都朝著連續化、自動化、封閉化發展。國內的大多數較大型制桶廠也均采用了全封閉的自動高壓無氣噴涂和烘烤一體的流水線。然而,國內的大多數中小制桶廠都還是采取各種人工涂裝的方法。就是那些已經采用了全封閉流水線的制桶廠,對于客戶要求的少量特殊鋼桶也還是不得不采取人工涂嘮興方法c所以,人工涂裝對于鋼桶行業是不可缺少的。
國內鋼桶常用的人工涂裝方法有刷涂法、空氣噴涂法、高壓無氣噴涂法等等。以下就這幾種方法分別給予介紹。
一,刷涂法
這是一種最簡單的涂裝方法,除了快干涂料(如硝基漆、過氯乙稀漆等)外,幾乎所有干性較慢的涂料均能用漆刷進行涂裝。它的適用性強,不需設備,操作簡便,易于掌握、靈活性強、涂料浪費少。鋼桶涂料用手工涂刷時,涂料較易滲入鋼桶材料表面的微孔,因而增加了涂料對鋼桶的附著力。但是人工涂刷勞動強度大、工作條件差、效率低、涂層易出現厚薄不均、流掛和刷痕等現象。
2、刷涂的工具
刷涂工具當然就是漆刷。但是漆刷種類很多,按形狀分一般可分為扁形、圓形和歪脖三種。按制作材料又可分為硬毛刷和軟毛刷。硬毛刷常用豬鬃、馬鬃制成,軟毛刷常用狼毫、山羊毛、狐貍毛、獾毛和鹿毛等制作。
市場常出售的有扁刷、圓刷、板刷、歪脖刷、鍋圓刷、大漆刷、水性扁刷、底紋平筆、排筆等等。

圖1 各種漆刷
圖中:1-扁刷:2-圓刷;3-歪脖刷:4-鍋圓刷;5-大漆刷:6-水性漆刷;7-底紋平紋刷:8-排筆
鋼桶涂料的漆刷最好采用扁刷和排筆,并且一般應以鬃厚、毛齊、根硬、頭軟為好、鬃毛愈長愈厚愈耐用,刷毛直、齊、密并富有彈性,施工起來質量就好。
3、扁刷和排筆的規格
扁漆刷的規格可分為0.5英寸(12mm)、1英寸(25mm)、1.5英寸(38mm)、4英寸( lOOmm)等:排筆可分為4-8管排筆、8-20管排筆等。一般來說,鋼桶底和蓋的頭圈及桶蓋的小開口周圍部分宜用1.5英寸左右的漆刷涂裝,底蓋的其它部分和桶身部分可用3-4英汰寸的漆刷涂裝;而當涂刷鋼桶內涂料需將底、蓋和桶身分別進行涂刷時,則可用并排釘在一起的二把3英寸漆刷或20管排筆涂裝。
4、漆刷的處理和保管
新漆刷初用時,其刷毛易脫落,所以在使用前應先在1號的砂布上來回砂磨漆刷的刷毛端部,把刷毛磨順并使刷毛柔軟。然后將漆刷的刷毛用溫水浸泡潤濕,再用肥皂水洗滌后陰干。新的排筆也應用溫水浸泡潤濕后再用肥皂水洗滌陰干。刷漆前蘸取少量油漆在干凈的廢物面上來回刷涂數次,—使其浮毛、碎毛脫落,然后才能正式使用。
刷過涂料的漆刷,若第二天或幾天之內還要用一則可將漆刷中的涂料盡量擠出,根據涂料顏色的不同分開將漆刷垂直懸掛在盛有溶劑的容器中,溶劑要浸沒漆刷的刷毛而刷毛不能碰到容器的塍奔一以免刷毛變形。

圖2 擠出漆刷中的涂料
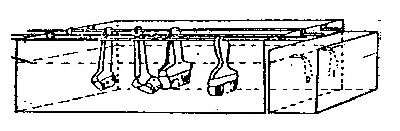
圖3漆刷的保存
若漆刷刷過涂料后要長時間不用,則應擠出漆刷中的油漆后先用溶劑洗凈,再用肥皂水洗凈陰干,然后垂直懸掛在盛有半干性油的容器中,同樣,油要浸沒漆刷的刷毛,而刷毛涌不能碰到容器的底部。
已干硬的漆刷可浸泡在四氯化碳和二甲苯的混合溶劑中,使劇毛逐漸松軟,然后用溶劑洗凈,再用肥皂水洗凈陰干并用上面介紹的方法保存。
5、涂刷方法
鋼桶涂層質量的好壞,。主要取決于操作者的涂料知識和實際經驗。涂刷前,應先將涂料攪拌均勻并根據不同涂料種類調到合適的粘度(調和漆一般為涂4杯3040秒左右)。用刷子蘸取涂料時,刷毛浸入涂料的部分不應超過毛長的一半,蘸有涂料的刷子提起后應先在涂料桶口輕輕抹一下,以除去多余的涂料。涂刷時應遵循先難后易,先里后外,先上后下、先邊后面的原則,醮取量要少,涂刷次數要多,要多刷多理。整個鋼桶涂好后4還應有個涂裝行業稱之為“理油”的程序,即將漆刷上的涂料在涂料桶口上刮干凈,然后用漆刷的毛尖輕輕地在涂層表面進行梳理,梳理方向最好與前?遍涂刷方向垂直:同時刷除棱徑、波紋,上下頭圈等棱角處的流掛。
二、空氣噴涂法
空氣噴涂是利用壓縮空氣在噴槍氣腔通過時產生的負壓將涂料從貯罐中帶出,經噴嘴霧化而均勻分散沉積在物面上的一種涂裝方法。
1、空氣噴涂法的特點
空氣噴涂法生產效率高、適應性強、應用范圍廣,形成的涂膜均勻平滑,質量好,特別是對快干揮發性涂料更能獲得較理想的涂裝質量。:但此方法涂料浪費大,較多的涂料和溶劑隨空氣的擴散而消耗掉,既造成涂料和溶劑的浪費,又污染環境、危害操作人員的健康。
2、空氣噴涂設備
空氣噴涂系統由空氣壓縮機、涂料貯存容器、噴槍等設備構成。空氣壓縮機對于各制桶/—來說都是常用設備,都很熟悉,在此需說明的是在進入噴槍前的氣路上-定要有貯氣筒和氣液分離器,以保證噴涂用空氣的氣壓穩定和干燥,涂料貯存容器一般噴槍上的自帶,如果是PQ-2型噴槍,也可在其吸料管上連接較硬的塑料管,再將塑料管插入加蓋的盛裝涂料的小鋼桶,不過塑料管的長不宜超過一米,并且最好將裝有涂料的小鋼桶置于稍高的位置上,不然會造成涂料吸入負壓不足。
噴槍是噴涂設備中直接將涂料作用于被涂表面的工具,它的種類很多,按其涂料供給方式可以為吸入式、壓入式和自流式三種:按噴嘴類型又可以為對嘴式、單嘴式和扁嘴式三種。我國常用的是PQ-I型和PQ-2型吸入式噴槍。此兩種噴槍的主要部件是噴頭和空氣閥。
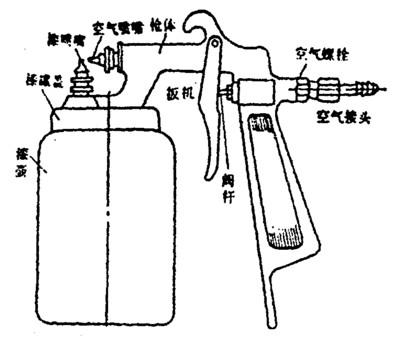
圖4 PQ-1型噴槍
PQ-I型噴槍也稱對嘴式噴槍,它的噴頭上有兩個噴嘴,它們互相垂直,其中一個是涂料噴嘴,另一個是空氣噴嘴。涂料噴嘴與涂料貯罐連接,空氣噴嘴與壓縮空氣相通。壓縮空氣由噴槍上的扳機操縱空氣閥控制,當扣動扳機時,空氣閥打開,壓縮空氣由空氣噴嘴高速噴出經過涂料噴嘴,使與涂料噴嘴相連的吸料管產生負壓從而將貯罐中的涂料帶出并分散,噴向被涂物面。
PQ-I型噴槍較適合噴涂小面積及分色界面處。在我們鋼桶行業較多地用來噴涂字樣或圖樣,在小批量的多色鋼桶中也有應用。
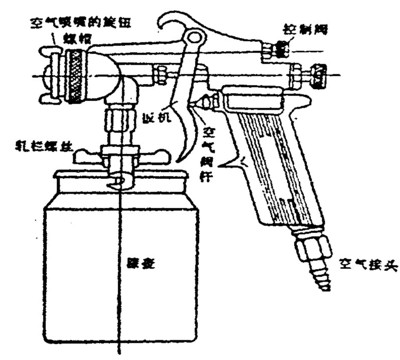
圖5 PQ-2型噴槍
PQ-2型噴槍與PQ-I型的主要區別在于它的工作壓力較高,并且只有一個噴嘴,而涂料吸管安裝在壓縮空氣的通道上。由于壓縮空氣在涂料吸管上方經過處處于氣腔內,加上氣壓較高所以產生的負壓較高。因此PQ-2型噴槍的涂料流量、噴涂面積均較大。我們噴涂鋼桶表面時一般都用PQ-2型噴槍。
此兩種噴槍的技術特性如下:
技術特性 |
單位 |
PQ-1型 |
PQ-2型 |
| 工作壓力 |
Pa |
27.5-34.3×10(4) |
39.2-49.1×10(4) |
| 噴涂有效距離 |
cm |
25 |
30 |
| 有效噴霧面積 |
cm2 |
3-8 |
13-14 |
| 噴嘴口徑 |
mm |
2-3 |
1.8 |
2、噴涂方法
首先,將涂料黏度調整至20-25秒并將其裝入貯罐或供料筒內,然后根據不同的涂料品種,將氣液分離器處的供氣壓力調整至is-sox 104 Pa,噴涂場揚地面要保持一定的潮濕,以防灰塵在噴涂時飛揚。
一切準備就緒后,就可開始噴涂。需要注意的是噴槍噴出的方向應與鋼桶表面的切面方向垂直,噴槍噴嘴到鋼桶表面的垂直距離應在噴槍噴涂的有效距離內:噴涂時,應靠腕力和小臂、大臂勻速移動:兩槍的噴涂交接一般重疊三分之一到二分之一,!超過二分之一容易造成流淌、堆積、起皺桔皮等弊病,而少于三分之一則會產生虛光和漏涂及砂粒狀涂膜。
鋼桶豎著邊旋轉邊噴涂時,最好是在底和蓋已經噴涂好后進行,豎著自動旋轉噴涂應先噴涂上下兩端的頭圈部分,然后自上而下慢慢勻速移動噴槍,使涂膜呈螺紋狀覆蓋桶身的基余部分:鋼桶豎著靠手工轉動噴涂時,由于轉動不可能勻速,所以應采取上下噴涂完一豎條再轉動一個角度噴涂一豎條的方法,使涂膜呈豎著的條狀搭接著覆蓋桶身,否則容易產生涂膜厚薄不勻的現象。
4、涂裝故障及排除方法
故障現象 |
發生原因 |
排除方法 |
| 噴槍不出風 |
風嘴有異物堵塞 |
卸下風嘴用帚笤毛從外向里捅 |
| 風閥有異物堵塞 |
從后面卸掉風帶嘴,取下彈簧和滾珠,用風帶從風嘴向回吹 |
| 噴槍不停風 |
風閥有異物而關不住 |
取下滾珠,擦去異物 |
| 彈簧松或折斷 |
拉長或更換彈簧 |
| 噴不出涂料 |
涂料吸入通道或濾網堵塞 |
卸下涂料吸入管道;用壓縮空氣吹通,更換或清洗過濾網 |
| 涂料噴嘴和空氣噴嘴沒對準(PQ-1型) |
調準噴嘴位置 |
| 噴出時斷時續 |
涂料用完 |
添加涂料 |
| 噴嘴松動 |
擰緊噴嘴螺帽 |
| 涂料吸入管漏氣 |
補焊或更換 |
| 涂料罐進氣孔堵塞 |
及時捅開 |
| 射流過劇,產生強烈漆霧 |
空氣壓力過大 |
調整減壓閥 |
| 涂料輸出量不足 |
旋松限制板機移動螺絲,增加涂料輸出量 |
| 射流不足 |
空氣壓力太小 |
提高空氣壓力 |
| 氣路漏氣 |
排除漏氣故障 |
| 射流密度不均或自側孔涌出 |
空氣環狀孔堵塞 |
清理噴嘴和氣道 |
| 噴霧螺絲松動 |
擰緊螺絲 |
| 非工作狀態下噴嘴滴出涂料 |
噴嘴堵塞,頂針封閉不緊 |
取出噴頭,擰出噴嘴,加以清洗 |
| 涂料沿板機流下,放松板機時噴槍繼續噴射 |
前墊座磨損 |
更換墊座 |
| 由于墊座擠壓過緊而使噴頭邊側的兩個出氣孔堵塞 |
旋下墊座蓋,潤滑并調整墊座 |
三、高壓無氣噴涂法:
高壓無氣噴涂是利用壓縮空氣或電力作動力,帶動高壓泵,將涂料從料桶吸入并增至高壓(100-300Kf:/cm),通過高壓軟管、噴槍,最后經橄欖形的噴嘴孔將壓力能轉變為速度能,使涂料霧化成微粒噴到物體表面,形成均勻的涂膜。
1、高壓無氣噴涂的特點
高壓無氣噴涂法噴涂效率高,涂膜附著密實,表面光澤好,涂膜質量優良。空氣噴涂法所不能噴涂的高粘度涂料也能通過高壓無氣噴涂獲得很好的涂膜質量。并且,它的噴嘴可以變換以適應各種不同的涂料品種和施工條件。

圖6 高壓無氣噴涂設備外形
2、噴涂工具
高壓無氣噴涂系統主要由高壓泵、高壓軟管、噴槍、噴嘴等組成。
1)高壓泵
高壓無氣噴涂設備型號眾多,國內生產的高壓無氣噴涂設備其高壓泵的壓邊比36-64:1這間;進氣壓力在39.2~58.9×10(4)Pa之間;涂料壓力在2158~3199×10(4)Pa之間;涂料的最大輸出量為14升。國外的高壓無氣噴涂設備其高壓泵的壓力比在25-70之間;進氣壓力在39.2-78.5×104 Pa之間;涂料壓力在1471—5179×10(4) Pa之間:涂料的最大輸出量為16.2升。
2)高壓軟管
高壓軟管的材料由尼龍或聚四氟乙稀制成,管的外層加不銹鋼絲或錦綸絲以提高管子的耐壓強度,國產軟管的一般工作壓力為1471~2943 X 104 Pa之間;常用的管內徑多為6-9毫米。
3)噴槍
高壓無氣噴涂使用的噴槍要求高壓涂料進入不能泄漏, 靈敏輕巧,連接方便,轉動自如。無氣噴槍可分為長桿式、自動式和常規式三種。鋼桶噴涂用的無氣噴槍一般都為常規式,無氣噴槍的最關鍵部件是噴嘴,噴嘴的好壞,直接影響到噴涂質量。國內的噴嘴型饕上百種;而國外的噴嘴型號細分到二干多種。由于我們鋼桶行業所用的涂料基本都是合成樹脂類的調和漆、瓷漆和烘漆,所以一般應采用流量在每分鐘1.4—1.7升;幅寬在35—40厘米的幾種標準型噴嘴。另外,還可采用180度自清理噴嘴、90度復式噴嘴、扇形噴嘴和切分噴嘴等6 1 80度自清理噴嘴在噴涂時若噴嘴被堵,旋轉1 80度就可將堵塞物沖掉,然后轉過來就可繼續噴涂:90度復式噴嘴的球體上有兩個不同孔徑的噴嘴,只要轉動90度,就可選擇不同的噴涂寬度。這些噴嘴都是我們鋼桶行業常用的“一”字形液流噴嘴,用于噴涂鋼桶桶身時得心應手,但在噴涂底和蓋時卻較麻煩。由于鋼桶旋轉時,底和蓋的圓心及邊緣雖然轉動的角速度相同,但線速度相差很大,所以“一”字形液流的固定噴槍噴涂的底和蓋的中心部分涂料過多,而邊緣部分則得到的涂料太少造成麻面,要想彌補底和蓋邊緣部分不足而多噴一圈的話則中心部分的涂料就要造成堆積流淌了。
扇形噴嘴則可解決誓一”字形液流噴嘴在噴涂鋼桶底和蓋時的不足。扇形噴嘴由于噴出液流截面的扇角對著鋼桶底和蓋的中心,其漆液的流量較少,而隨著從扇形項部到底部的過度,其噴出的漆量逐漸加大,所以就解決了涂料在鋼桶底和蓋表面的均勻分布。當然,扇形噴嘴扇角和扇邊的大小要與鋼桶的轉速以及噴射壓力相匹配。
還有一種常用噴嘴是切分噴嘴,它用于多顏色桶身的切分噴涂。后兩種噴嘴都用于鋼桶自動旋轉的固定噴槍場合,在此就不多敘述了。
3、涂裝方法
1)在貯料桶內將涂料調到一定的黏度,連接好無氣噴涂設備,將涂料吸入管插入貯料罐內。
2)打開氣閥和涂料閥,讓設備開始工作,當設備穩定后便可以開始噴涂。’
3)噴槍的運行速度決定了涂料在鋼桶表面的覆蓋量和膜厚,所以噴槍一定要根據不同的膜厚要求以不同的勻速移動,最好先噴涂一個鋼桶用簡易的鋸齒形濕膜計測一下膜厚,然后在心中有數的情況下在開始批量噴涂。
4)噴槍與鋼桶桶身的切面或底和蓋的平面應保持垂直,其垂直距離應保持在300~500毫米之間,太近易造成涂膜波紋和流掛,太遠易造成涂膜粗糙。
5)噴涂結束后一定要用稀釋劑打入高壓泵內,再從噴槍回到稀釋容器內,經數次循環,一直到噴涂系統內無殘留涂料為止。然后,將系統內殘留的稀釋劑放出,再把系統各部分拆開,分別保管。
另外,還有一種很適合沒有空氣壓縮機組的小廠使用的電噴槍,只要插上電源就能使用。它也是一種無氣噴槍,不過它的壓力不是很高。由于鋼桶行業使用不多,就不介紹了。
|

