|
鋼桶桶身與頂和底間的卷合(2)
上海徐工涂料技術有限公司 徐國興
◆本文前部:鋼桶桶身與頂和底間的卷合(1)
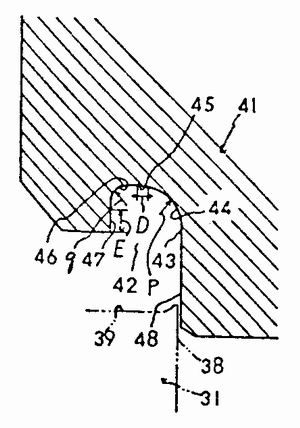
第5圖是卷邊輥41的截面圖。
卷邊輥41沿著圓周有成形槽42。成形槽42幾乎呈D型,朝著卷邊接縫夾緊裝置31的成形面39開口。從成型槽42的進入側面43(法蘭進入的一側,圖面來說是右側面)到第1角部44的截面幾乎呈四分之一的圓弧。槽底45與第1角部44相連,呈直線形狀。與槽底相連的第2角部46的曲率半徑小于第1角部44的曲率半徑,也呈1/4圓弧。與第2角部46連加的出口側側面47呈直線形狀。導入面48由進入側側面43向下方延伸,對進入到成型槽42來的法蘭12、22進行引導。
為了要形成良好的形狀,緊密的卷邊接縫部,成形槽42必須符合下列的值:
第1角部的曲率半徑P=(3.0-6.0)t
第2角部的曲率半徑q=(1.5-4.5)t
槽底直線部的長度D=(0.0-3.0)t
出口側面的長度E=(1.5-4.0)t
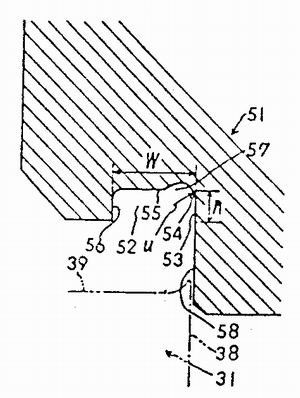
端部彎曲整型擠壓輥51將由卷邊輥41卷邊接縫了的卷邊接縫部按所需的形狀進行整型,進一步擠壓中央部,使卷邊接縫部更緊密。
第6圖是端部彎曲整型擠壓輥的截面圖它能將卷邊接縫部的截面形狀整形成幾乎呈長方形。端部彎曲整型擠壓輥51沿著圓周方向設有成形槽52,它幾乎呈長方形,向著卷邊接縫夾緊裝置31的成形面39開有口子。成型槽52的第1角54及第2角56幾乎呈1/4圓弧。并且,成型槽52的深度n是卷邊接合部厚度的1/2,而它的寬度W則與卷邊接合部的高度相同。
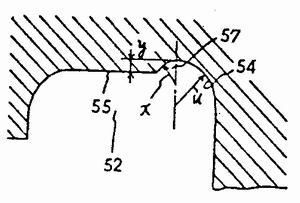
第7圖是第6圖所示的端部彎曲整型擠壓輥成形槽的放大圖。成型槽52上第1角部54處設有截面形狀做成弓形的凹部570如圖所示的那樣,它分別與第1角和第2角平滑過度連接。第1角54呈大致1/4圓弧(半徑u),第2角呈半徑為X的大致1/6圓弧;凹部57的深度為Y。
各部分的適當尺寸如下:
第1角部的曲率半徑u=(2.0—2.5)t
第2角部的曲率半徑X=(O.1—l.O)t
深度y=0.5t
另外,引導面58從成形槽52的進入側面53向下方延伸,引導面58對進入到成型槽52中來的經過卷邊接縫了的法蘭進行引導。
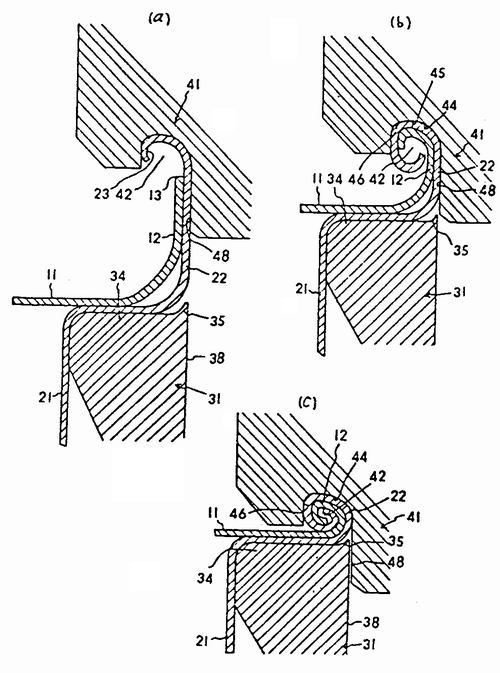
第8圖是端部彎曲過程的說明圖。
首先,如圖所示,用端部彎曲整型擠壓輥51,對頂底法蘭22的尖端部23進行端部彎曲。端部彎曲整型擠壓輥51朝著卷邊接縫夾緊裝置31向下運動,夾緊裝置的圓筒狀成形部39被嵌入,而由卷邊接縫夾緊裝置31保持定位了的頂和底21的法蘭尖端部23由端部彎曲整型擠壓輥的引導面58所引導進入到成型槽52中。并且,如圖所示,在沿著成形槽52的凹部57的底面行進過程中,法蘭端部23被彎曲凹部57及其第1角和第2角的曲率半徑相適應的小于90度圓弧狀。
在端部彎曲工序之前或之后,在桶身11的法蘭尖端13的附近處有填充料供給。
端部彎曲結束時,端部彎曲整型擠壓輥51就在該位置上待命,卷邊輥41向下運動,桶身法蘭12及頂和底法蘭22被卷入。

第9圖(a),第9(b),第9圖(c)分別表示卷邊接縫的初級階段、中間階段,結束階段。
卷邊輥41朝著卷邊接縫夾緊裝置31往下運動,法蘭12、22沿著引導面48進入成型槽420法蘭12、22被沿著第1角部44彎曲,通過直線狀的槽底45后到達第2角部46。由此,被第1角部事先彎曲了的法蘭12、22被彎曲成具有更大曲率半徑的卷曲狀。
這樣,法蘭12、22在成形槽42中因為被用大小兩個曲率半徑。經過兩個階段的彎曲加工,所以彎曲變形進行得很平滑,法蘭1 2;22的卷入作用很大,并且彎曲時沒有產生過大的變形應力。
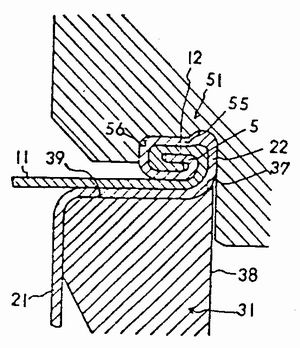
第10圖是經過擠壓整型工序加工的卷邊接合部的截面形狀。
—旦第9圖(c)所示的卷邊接縫部5形成,卷邊輥41就開始后退(上升),端部彎曲整型擠壓輥51就降下來。卷邊接縫部的外半部(從第10圖來講就是上半部)進人長方形的成型槽52的槽底55,在朝著卷邊接合部的厚度方向被擠壓的同時,還朝著圓角斜面37與成,,嗡卷邊接縫部5的對角線方向擠壓,因此卷邊接縫部5被按所需形狀正確地、并且更緊密地擠壓成鋼桶的卷邊接縫。兩法蘭間所存在的若干空隙被擠壓所消滅使得金屬之間直接緊密接觸。
第11圖表示使上述的卷邊接縫形成時使端部彎曲整型擠壓輥和卷邊輥升降的凸輪轉動角與這些輥的下降量之間的關系。
圖中,曲線I、曲線II分別表示卷邊輥、端部彎曲整型擠壓輥。區間K、區間L、區間M分別表示端部彎曲工序、卷入工序及整型工序。
如圖所示,由于凸輪的轉動,首先使端部彎曲整型擠壓輥(比卷邊輥先)朝著卷邊接縫夾緊裝置的成型面下降,進行頂和底的法蘭尖端部的端部彎曲;接著,卷邊輥下降,進行桶身及頂和底的法蘭卷邊接縫;最后,使端部彎曲整型擠壓輥下降(實際上是使卷邊輥上升,復歸到原來的位置)進行卷邊紹韃部的整型。圖中所記載著的第2圖、第8圖、第9圖(a)、(b)、(c)及第10圖等表示與凸輪轉動角度相應的成型階段的這些圖。

第12圖是經過卷邊接縫了的卷邊接合部5的放大截面圖。
頂部5a是第6圖及第10圖所示的在端部彎曲整型輥51的成型槽52的入口側處被整形了的部分。截面形狀幾乎呈半橢圓。伸出部5b是被在整形時受端部彎曲整型擠壓輥51的成型槽52中所設的凹部57的擠壓溢出的部分。相對于中央部5c來說,伸出部5b的伸出量I為板厚的大約1/2較為適當。中央部5c由于被端部彎曲整型擠壓輥51的成型槽52的槽底的平坦部所擠壓。所以桶身法蘭12及頂和底法蘭22與桶身是平行的。中央部5c沿著桶身的半徑方向被強烈地擠壓,所以在該部分中,法蘭12、22互相呈直接的金屬接觸。填充料9分布在桶身法蘭12及頂和底法蘭22的尖端,被兩法蘭的彎曲部分相互分離,卷邊接合部5的底部5d比頂部5a的截面小,與頂部5a幾乎呈同樣的形狀。

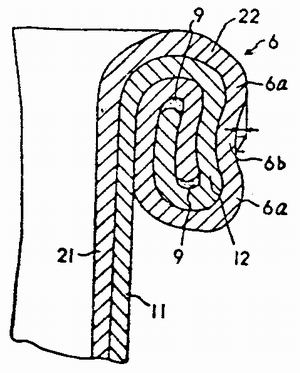
第13圖是頂部彎曲整型擠壓輥成型槽的其它例。

第14圖表示由第13圖所示的成型槽成型了的卷邊接縫部的截面放大圖。該例的端部彎曲整型擠壓輥73的成型槽74的進入側及出口側分別設有形狀、大小分別相同的弓形凹部76。角部75的半徑u及凹部76的深度y分別與第7圖所示的幾乎完全相同,直線部77與凹部76幾乎呈1乃圓弧連接。凹部76與凹部76之間的底面為直線部780由上述端部彎曲整型擠壓輥73成型了的卷邊接合部(1,在頂部與底部的外側分別形成伸出部6a。伸出量Z與第12圖所示的幾乎一樣。伸出部6a與6a之間的中央部6b被進行強烈的擠壓為凹狀。
該卷邊接縫部6在被進行整型擠壓時,由于端部彎曲整型擠壓輥73的擠壓都集中在中央部6b處,所以卷邊接鋒部6的頂部及下部沒受到過度的加工。因此,與第12圖所示的卷邊接縫部相比,該卷邊接縫部6的底部加工硬度小,在容器中使用時,卷邊接縫部即使受到碰撞而發生變形,產生裂縫的危險也較小。
第15圖表示端部彎曲整擠壓輥成型槽的更其它的例子。
該例的端部彎曲整型擠壓輥79的成型槽80的進入側及出來側分別設有形狀、大小都相同凹部820凹部82與82之間由呈圓弧狀的凹部83連接。由該端部彎曲整型擠壓輥79所成形的卷邊接縫部其如第14圖的中央部6b形成了小波浪的形狀。

各圖中所列數字的意義:
1-鋼桶;
5、6、7-卷邊接縫部;
5a、6a -伸出部;
9-填充料;
11-桶身;
12 -桶身法蘭;
21-頂和底;
22 -頂和底法蘭;
31-卷邊接縫夾緊裝置;
34 -成型部;
35 -圓角;
37 -圓角斜面;
41-卷邊輥;
42 -成型槽;
51-端部彎曲整型擠壓輥;
52、74、80 -成型槽;
57、76、82 -凹部
|

