|
鋼桶行業生產與技術發展得失談(2)
李吉生
由于以前我廠鋼桶產品專供部隊使用,主要用來盛裝汽、柴油,因此不需要內涂防蝕涂層。軍轉民以后,隨著民品市場份額的不斷擴大,鋼桶盛裝物日益多樣化,我廠鋼桶開始盛裝腐蝕性物質。為滿足用戶對鋼桶的耐蝕性要求,我廠于1993年開始著手進行內防蝕桶的研制開發。當時,常用的鋼桶內防蝕方法有三種:
①內襯塑料袋法:這種方法主要用于全開口桶盛裝固體物;
②內置塑料桶法:主要用于全開口桶,可盛裝液、固態物質;
③內噴涂法:可用于開口或閉口桶的生產,可盛裝各種各樣的液體或固體介質。
以上三種防蝕方法中,內噴涂法以較低的成本,廣泛的適用性,良好的機械強度及抗沖擊性能成為鋼桶行業普遍采用的內防蝕形式。鑒于此,我們討論的重點就放在如何獲得高質量的內防蝕涂層上。
為適應流水線生產,我們引進了旋杯式電噴涂流水線。內噴涂桶的生產工藝流程見圖1。
磷化處理后的桶身經預熱后由傳輸鏈運噴粉工序。裝在滑車上的噴槍勻速由外向內推進,與此同時,裝在槍頭的高速旋轉的噴杯在靜電高壓電場作用下將粉末涂料噴到鋼桶內壁。噴槍行進至鋼桶盡頭時自動返回,在回程中繼續進行噴涂。可通過控制粉末流量閥或噴槍小車行進速度來調節涂層的厚度。

圖1 噴涂線示意圖
為保證涂層的附著力及涂層厚度的均勻性,必須保證:
①桶身內壁潔凈,無油污及其它雜物;
②用于輸送粉末的氣源清潔干燥,壓力恒定;
③工作場地干凈、干燥、無粉塵;
④靜電高壓發生器電源電壓穩定;
⑤在保持平穩無磕碰狀態下,將噴涂后的桶身送入下道工序(烘干工序)。
桶頂、底的噴涂工藝要求與施工條件與以上類似,只是噴槍可原地保持不動,不需要槍體的進給行程。
環氧樹脂涂料的烘干溫度大約為130℃-160℃,烘干時間約為10min-20min。精確的烘干時間與拱干溫度與鋼桶規格、板材厚度及涂層厚度有關,需通過實踐摸索。
粉末涂料的烘干對烘箱的要求較靜電噴漆對烘箱的要求高。因此,需采用熱風幕、熱風循環等手段保證烘箱上下部分的溫差盡量一致(控制在±5℃以內)。如果溫差過大,由于熱氣上升的原理,烘箱上部溫度過高會使涂膜泛黃甚至焦化,下部會由于溫度偏低而不固化。為盡量減少這種缺陷的發生,與采桶身縱放的烘干方法相比,采用桶身橫放的烘干方式可有效降低烘箱高度,從而可有效地縮小烘箱上下部分的溫度差,涂層的烘干質量相應會較好
粉末噴涂法應裝備有粉末回收裝置,減少粉末飛濺量,以保證工人的工作環境。回收后的粉末經處理后可再次利用,有利于降低生產成本,另外,工作場地禁止有明火,以保證安全。
需要特別說明的是,對自動焊機焊得的桶身及桶頂底來說,進行內噴涂時整個桶身內表面可得到均勻全面的涂層,無靜電噴涂死角(由于靜電屏蔽的作用);半自動焊機焊得的桶身及桶頂底,存在靜電噴涂死角,見圖2。在死角處無法形成具有可靠防蝕作用的涂層,也就意味著鋼桶對將要盛裝的腐蝕性介質不具備防腐蝕的能力。因此,如果沒有采取特別的措施(如采用全自動焊機焊接桶身或桶頂蓋死角處專門補粉等)解決靜電死角問題,采用這種噴涂方法生產的防蝕桶其防蝕能力大大地打了折扣,我國每年頻頻發生的防蝕桶被腐蝕的現象其原因就在于此。
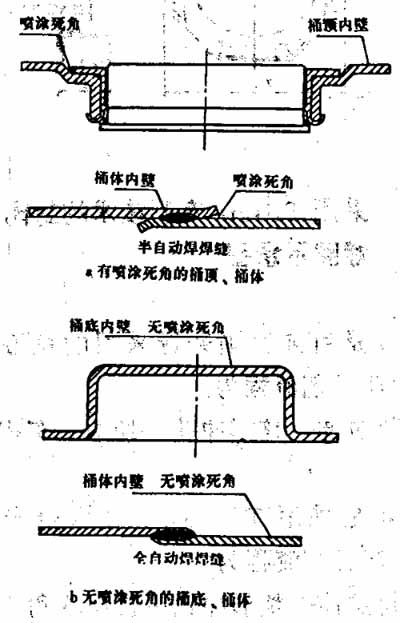
圖2 靜電屏蔽死角示意圖
鋼桶封閉器中的螺圈質量的好壞直接影響到鋼桶的密封質量。其成本的高低直接影響到鋼桶成本的高低,因此改進螺圈結構,調整螺圈與桶頂的鎖裝工藝對各個鋼桶廠來說都具有較大的經濟效益。
圖3與圖4是兩種螺圈型式示意圖。

圖3 我國普遍采用的封閉器螺圈示意圖

圖4 采用Trisure專利技術的封閉器螺圈示意圖
圖3是目前我國普遍采用的螺圈示意圖,其生產工藝流程為:
落料拉伸-整形沖孔-切邊-車削擴孔-攻絲。
圖4是采用Tri – sure技術生產的螺圈,其生產工藝流程為:
落料拉伸-整形沖孔-擠壓八角-整平-車削擴孔-攻絲。
我們知道,螺圈結構中八角的作用僅僅是為防止鎖裝后的螺圈在上桶塞時發生旋轉。因此,分析兩者工藝過程可知,圖4與圖4相比,圖4的螺圈既能有效地滿足螺圈使用要求,又能節省鋼材(螺圈薄型化,且無八角切邊廢料),實在是人類智慧的結晶。
可惜的是,在我國鋼桶行業采用這種結構的螺圈的廠家還很少。我認為這種具有較好經濟效益的螺圈,應盡快在鋼桶行業中推廣。
圖5與圖6是兩種型式的螺圈鎖裝示意圖。

圖5 I型螺圈鎖裝結構示意圖

圖6 II型螺圈鎖裝結構示意圖
圖7與圖8是在鋼桶跌落后兩種鎖裝型式的螺圈的變形示意圖。

圖7 I型螺圈鎖裝結構跌落變形示意圖(密封襯圈失效,發生泄漏)
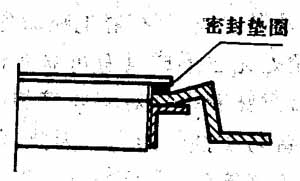
圖8 II型螺圈鎖裝結構跌落變形示意圖(密封圈不失效,不發生泄漏)
圖5鎖裝型式密封靠處于適量壓縮狀態的襯圈來保證。在跌落試驗后,襯圈失去束縛,處于自由狀態,從而使整個鎖裝結構失考密封性能。圖6鎖裝型式密封靠處于適量壓縮狀態的墊圈來保證。在跌落試驗后,墊圈仍處于有效的密封狀態,從而保證了整個鎖裝區在經歷了較大的變形后仍然保持其密封性能。
由此我們可得出以下結論:與圖5的鎖裝型式相比,圖6型式的鎖裝結構具有較好的抗跌落滲漏性能,因此這種鎖裝型式應成為鋼桶廠家主要的螺圈鎖裝型式。雖然這種鎖裝型式有一定的缺陷,但可根據《提高鋼桶密封可靠性的研究》一文提供的方法輕易加以解決(見《鋼桶》雜志 )。這兩種鎖裝形式我廠都有運用。
鋼桶薄型化問題已提出多年,并在一些,廠家陸續得以推廣。我認為,這種充分挖掘傳統鋼桶過剩功能的作法至少有以下優點:
①可為生產廠家帶來良好的經濟效益;
②與厚板相比,薄板壓力變形較容易,有利于保證鋼桶的卷邊質量。
因此,近年來,我廠也進行了鋼桶薄型化的嘗試,并在一些規格的鋼桶上得以運用,取得了較好的經濟效益。
二、二十年來我國鋼桶行業的得失
經過二十年鋼桶業同仁的不懈努力,可以說,我國鋼桶業從人員素質、產品質量及裝備質量都得到了提高。
人員素質的提高主要表現在:
①鋼桶行業主管部門的領導視野開闊,信息渠道寬廣,能及時引導本行業廠家跟世界鋼桶業發展的趨勢;
②鋼桶行業科技人員的比重有了顯著提高,已能提出較為完善的鋼桶理論;
③可進行各種鋼桶新品種及新型制桶設備及材料的研制與開發,如依靠自己的力量設計制造出性能良好的制桶中段設備、自動、半自動焊機、噴涂設備。能獨立開發出性能良好的比較先進的鋼桶密封膠等等;
④鋼桶工人的技術素質有了明顯提高,積累了豐富的經驗。
產品質量的提高主要反映在:
①全面質量管理工作已在全行業得以廣泛推廣;
②二十年前根本沒有的七層圓弧卷邊技術已在全行業得到普遍運用。鋼桶的密封可靠性有了大幅度的提高;
③國內鋼桶廠已能為用戶生產各種苛刻的包裝鋼桶;
④鋼桶外觀質量優良。
鋼桶行業裝備質量的提高表現在:
①擁有較為先進的鋼桶流水線的廠家已,超過20家;
②先進的全自動焊機、鋼桶中段設備、靜電噴涂設備等已裝備在眾多的制桶廠家。
③檢驗測試手段日臻完善。眾多的生產。廠家已能依靠自身力量完成從原材料的化驗分析到制成品的所有檢驗任務。
我們完全有理由為我們二十年來取得的成績而自豪,但是與此同時,我們還應保持清醒的認識,還應認識到,與國外同行相比,我們還有不小的差距,這些差距表現在:
①我國基礎工業薄弱的現狀,直接制約著鋼桶質量的提高,如鋼板質量、品種及涂料的質量不盡人意;
②鋼桶質量的穩定性差。這表現在,不少廠家在國家檢查中所送樣品大都能通過各種性能測試,但在用戶使用過程中卻常常發生泄漏、滲漏等事故;
③鋼桶外觀質量仍不盡人意。由于外觀防蝕層脫落及提前失效而發生銹蝕,從而引起質量事故的現象屢有發生;
④從整個行業來看,鋼桶生產的自動化、程度還不高,采用人海戰術進行鋼桶生產的現象仍在不少企業存在。
二十年來,通過技術引進,我們進口的眾鋼桶專用流水線與專用制桶設備,對于提高我國鋼桶設備的技術水平,縮小同發達國家同行間的差距,起到了巨大的作用。但是,與此同時存在,不切中國國情盲目引進現象。
我們知道,由于發達國家壟斷現象的存在,國外鋼桶廠家面對的是大丁道煉油廠、大型化工廠,這些企業的鋼桶用量大且集中。在這種情況下,國外鋼桶廠對制桶設備的要求是亭效率,),高度自動化(降低昂貴的人工費用),再加上其基礎工業發達,制桶原材料質,量優良,所有這些,使得其高度自動化,高速大批量的生產初衷能成為現實。
在我國,由于基礎工業薄弱,鋼桶用鋼板經常出現厚薄不均,材料成分不穩定,邊角尺寸超厚現象。經常出現鋼桶用化工原料如油漆、粉末涂料、前處理液等不同批次性能參數相差較大現象。另外,隨著我國經濟向市場經濟的轉軌,鋼桶廠的用戶日益多樣化,產品的市場結構逐步走向小批量、多品種,這就是我國鋼桶廠的中國國情。
鋼桶行業的不少設備就是在沒有考慮到以上國情的情況下引進的,這就必然地發生以下并不奇怪的現象:
①由于鋼板質量不合引進焊機的“口味”,不少生產廠家不得不讓先進的全自動焊一機睡大覺,仍舊利用舊焊機沖鋒陷陣;
②由于鋼桶廠面臨的是小批量、多品種的市場,雖然引進了高速流水線,但這些設備大部分的時間處于閑置狀態;
③我國的所謂自己研制的中段設備絕大部分是同類外國設備的仿制品。由于生吞活剝的仿制水平,制造精度低,使得這些設備在運行中間題重重。所有這些,使得不少設備引進廠家無力歸還昂貴的引進費用(本金與利息),不少企業自引進之日起就背上巨大的債務包袱。
二十年回顧,草作拙文,其目的是提醒我,丁認真總結經驗教訓,有益于鋼桶業少走彎路,健康快速地向前發展,把鋼桶的質量提高到一個新的水平,從而使鋼桶業以嶄新的面貌邁向二十一世紀。
相關鏈接:鋼桶行業行產與技術發展得失談(1)
|

