|
聚乙烯粉末涂料與鋼塑復合桶
上海徐工涂料技術有限公司 徐國興
一、概況
聚乙烯是無臭、無味、無毒的高分子熱塑性塑料。化學穩定性能良好。能耐酸、堿及各種鹽類溶液的腐蝕。在60℃以下幾乎不溶于任何溶劑。換言之,在常溫下用聚乙烯塑料制成的容器幾乎能盛裝任何溶劑。又由于它即無臭、無味、無毒,又具有耐酸、堿、鹽溶液的性能,所以聚乙烯塑料容器的應用范圍實在是太廣了。鑒于聚乙烯塑料的種種優良性能,世界各國很早就出現了各種的聚乙烯食具、食品袋、物品袋、容器、薄膜、防腐涂層等。
作為容器,尤其是容積較大的聚乙烯薄壁容器,它的機械強度畢竟不能與鋼桶相比。運輸部門對用這種容器盛裝腐蝕性物品、化學藥品、溶劑等危險品的運輸作出了嚴格的限制。
鋼桶的機械強度等各項指標雖然令人滿意,但卻不能經受酸、堿、鹽等多種化學物品的腐蝕。因鋼桶的使用范圍受到了限制,所以鋼桶行業的技術人員研制了多種內壁涂料鋼桶,如環氧、酚醛、聚氟乙烯等內涂鋼桶。最近,上海鋼桶技術裝備研究所還開發成功了性能優良的免于烘烤的常溫固化環氧系內涂料鋼桶。但是,畢竟這些內壁涂料對于盛裝各種化學藥品及溶劑都有較大的局限性。
那么,能否使聚乙烯這種耐化學性能優良的高分子熱塑性塑料與機械強度較高的鋼桶結合起來呢,回答當然是肯定的,不是國內外早就出現了聚乙烯塑料內膽鋼桶了么。然而,制造這種塑膽桶的企業都知道,塑膽桶的制作成本較高。其它不算,只是一個200L的聚乙烯塑料內膽價格就要60多元。這,一個塑料內膽鋼桶的售價起碼要達到200元左右。而且,該桶制造過程也比較繁鎖,底和蓋必須分二次封合,塑料內膽套進鋼桶大多是靠人工壓入,產量較低。桶底蓋的落料尺寸還需根據塑料內膽重新制定,桶口頸部也存在著損壞泄漏的危險。
針對以上種種原因,人們自然而然地想到了聚乙烯鋼塑復合鋼桶。其實,這種所謂的鋼塑復合桶,實際上就是在鋼桶的內壁均勻地涂上一層聚乙烯塑料。
二、聚乙烯粉末涂料的發展
由于聚乙烯在常溫下的無溶劑性能,所以聚乙烯了申涂料是以粉末狀態出現的,即是一種粉末涂料。粉末涂料是一種完全不含溶劑,以粉末形態進行涂裝并形成涂層的涂料。它具有簡化工序,節省能源,消除環境污染,提高工作效率,涂層機械強度高等優點。而且,在采用靜電涂裝過程中,涂層均勻,一次上粉厚度大,過量噴出的粉末也可以回收再利用。所以,人們把它的出現稱之為對傳統油漆工藝的一次強有力的沖擊。
作為粉末涂料,聚乙烯是創始種類。由泰康(Telcon)塑料公司于1938年首創大規模工業生產,并應用于熱浸涂工藝,即將工件加熱后插入粉末,然后馬上提起,依靠工件的余熱將粉末融化流平或再進行加溫流平。此種方法容易造成厚薄不勻,特別在流平過程中的下部容易形成特厚層,而且工件的夾具固定處無法涂到涂料。所以, 四十年代開始研究了火焰嗲孳技夸,1950年聚乙烯但是此項技術不易掌握。與此同時,散布法也進入了試驗階段,這是一種將粉末撒在加熱工件表面,并使粉末熔融形成涂層的施工方法。其實這是從熱浸涂引伸而來的方法,所以不管用壓縮空氣將粉末吹散散布在加熱工件上,還是用篩子散布在加熱工件上也好,都會使工件涂層厚薄不勻。盡管工件還有加熱流平工序,但作為粉末涂料,聚乙烯熔融指數,分子量等參數是有一定規定范圍的,故此工序也無法完全彌補涂層的厚薄不勻。為了使散布法工藝獲得的涂層均勻和自動進行,杰曼(Gemmer)在1952年提出了流化床涂敷工藝,并且由克耐賽克一格瑞謝(Knapsack-Griesheim)成功地實踐了流化床工藝。此種工藝把粉末流態化。通過向上的氣流,使粉末能在氣流內浮游,象水的沸騰一樣,所以又叫沸騰床。在此床中,對工件的放入不產生阻力。當加熱的工件放入后,由于粉末在氣流推動下的浮游作用進入每個深凹部位,所以對形狀復雜的另件也能復蓋均勻。此種工藝的涂層厚薄均勻,涂層性能較好。相對于熱浸涂、火焰噴涂及散布法來說,流化床工藝是大大的前進了一步。此工藝至今還被很多產品所采用。
但是,流化床工藝與散布法同樣需二次加熱,對于聚乙烯粉末涂料來說,第一次工件預熱需300℃以上,第二次流平需200℃左右,能耗較大。由于工件涂層厚度若不夠或涂層有缺陷,不容易進行第二次涂裝,所以繼流化床涂敷工藝后,1962年法國山姆斯(Sames)公司首先研制成功了靜電粉末噴涂裝置,實現了將粉末涂料均勻地涂布在不預先加熱的工件上。粉末靜電噴涂裝置的出現是粉末涂裝技術領域中的創新,從而大大加快了粉末涂料及其涂裝技術的發展。可以說,靜電粉末涂料噴涂工藝是粉末涂料涂裝史上的一個里程碑。
繼法國之后,1965年德、英、美、日等國相繼研制成功,并開始出售整套靜電涂裝沒備。1966年, 已逐步發展到了工業化靜電噴涂流水作業的水平。
我國的粉末涂料研究和生產起步較晚,1965年首次采用流化床工藝涂布環氧絕緣粉末涂料子電機轉子。1968年上海首次試驗應用了粉末靜電噴涂工藝,并采用聚乙烯粉末涂料成批加工儀器設備外殼取得了成功。1983年起我國各種粉末涂料與靜電涂裝技術進入了較快的發展階段。
聚乙烯粉末涂料首次應用于鋼桶的內涂裝始于六十年代后期。由于其對鋼材的附著力相對較差,而且收縮率較大,抗滲透能力較弱,所以到七十年代中期被其它涂料所代替。直到八十年代初,由于靜電噴涂技術的進一步完善和提高,一次噴涂可以使涂層厚度達到150微米以上,加強了抗滲透能力。附著力及收縮率也通過粉末多蘿的改進而得到了改善。日本阪急制桶株式會社于1984年開發成功用聚乙烯粉末涂料靜電噴涂的鋼塑復合鋼桶,用于代替聚乙烯塑膽鋼桶。
三、聚乙烯的性質
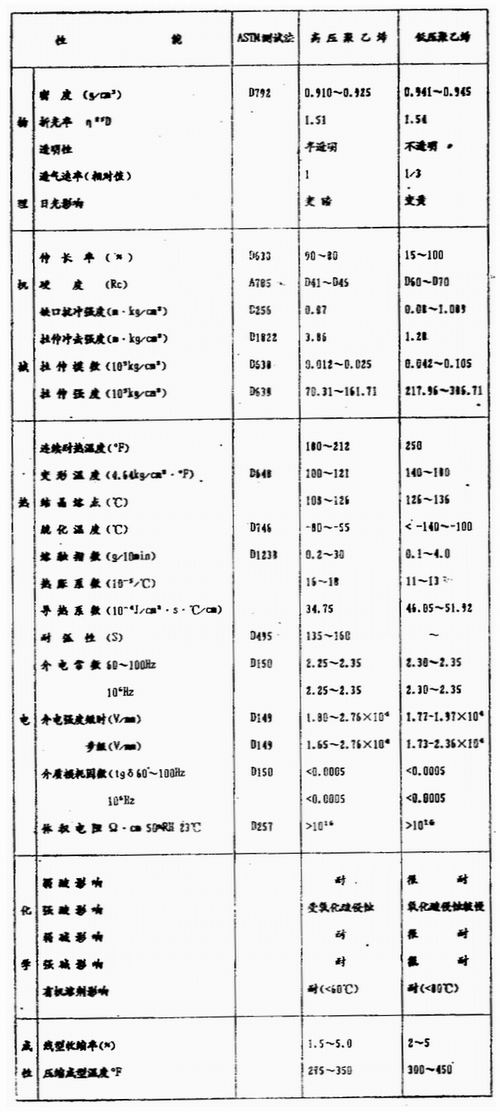
聚乙烯粉末涂料所用的聚乙烯有高、低壓之分。高壓聚乙烯(LDPE)粉末涂料所用的聚乙烯分子量在24萬之間,低壓聚乙烯(HDPE)粉末涂料所用的聚乙烯分子量大多在5 10萬之間。一般來說低壓聚乙烯的抗腐蝕性能要比高壓聚乙烯好。高、低壓聚乙烯的性能對比見表1。
表1
四、聚乙烯粉末涂料的改性
作為鋼桶的內涂料,它的作用當然是耐腐蝕。所以,最好選用低茅零乙烯制成的粉末涂料作鋼桶的內噴涂涂料。此外,鋼桶內壁靜電噴涂用的聚乙烯粉末涂料還應當具有附著力高、抗熱、抗氧化、抗老化、流平性好、涂層致密等性能。這些性能均可通過合理的配方加以調整。如加入某些樹脂與聚乙烯共混可得到如下方面的改善效果見表2。
表2
| 樹脂名稱 |
改善效果 |
| 萜烯樹脂 |
能很好混熔,改善表面硬度及附著力 |
| 焦油樹脂 |
同上 |
| 聚異丁烯 |
改善涂料抗環繞應力破損及涂層韌性 |
| EVA共聚 |
改善涂層韌性及環繞應力開裂 |
| 聚丙烯 |
改善表面硬度及機械強度 |
| 聚碳酸酯 |
改善應力開裂及耐疲勞性 |
| 鈦酸酯 |
改善粘流性能及附著力提高抗沖擊強度 |
加入某些填料與聚乙烯共混也可得到如下方面的改善效果見表3。
表3
| 填料名稱 |
改善效果及作用 |
| 石英粉 |
改善涂裝工藝性 |
| 石棉粉 |
增加耐熱性能,改善涂層附著力 |
| 石墨粉 |
增加耐磨及導熱性能 |
| 氣相二氧化硅 |
改善粘流狀態及邊角覆蓋率 |
| 沉淀硫酸鋇 |
改善表面光澤及白度 |
| 滑石粉 |
改善剛性、耐熱性及白度 |
其它,如加入活性炭、鈦酸四丁酯等能增加聚乙烯粉末涂料的附著力;加入炭黑、對苯撐二胺、N-苯基—β萘胺亞磷酸王基酚酯等可加強聚乙烯粉末涂料的抗熱氧化、防老化性能,加入醋酸丁酯、纖維素、過氯化二苯甲酰、云母粉等可以提高聚乙烯粉末涂料的致密性和流平性等等。
聚乙烯粉末的配制基本上有兩種:
第一種:聚乙烯顆粒→著色并加添加劑→液相或固相粉碎→過篩
第二種:聚乙烯粉末→著色并加添加劑→球磨混勻→過篩
國內生產聚乙烯的工廠一般均有中間產品低壓聚乙烯粉末直接提供給用戶。用戶根據涂裝的要求可自己配料。配料時,除選擇適宜的分子量(或熔融指數)及粉末細度外,都要如表1、表2及表3后文所說在聚乙烯純粉料中加入適量能與之共混熔的其它樹脂、填料及防老劑、流平劑、顏料等進行共混以提高和改善涂料的性能。
五、聚乙烯粉末涂料的配制及涂膜性能
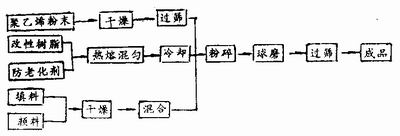
粉末配制的一般工藝流程如下圖所示:
目前,我國生產粉末涂料的廠家不下數十家,年生產能力達萬噸左右。生產聚乙烯粉末涂料的廠家也較多,具有代表性的聚乙烯粉末涂料的型號如X05-2等, 它的產品技術標準見表4。
表4

它們涂膜的化學性能,見表5。
表5
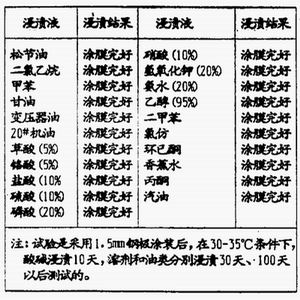
建議:國產聚乙烯粉未涂料若用于鋼桶內壁,應適當延長酸堿的浸漬時間。
日本阪急制桶株式會社于1984年開發的聚乙烯鋼塑復合桶,所用的聚乙烯粉末涂料是日本川鐵化學株式會社和日本宇部興產株式會社生產的,牌號分別為FLO-THENE和UM8121靜電噴涂用聚乙烯粉末涂料,后來又出現了UM8123。
UM8123聚乙烯粉末涂料的基本性質見表6。
表6

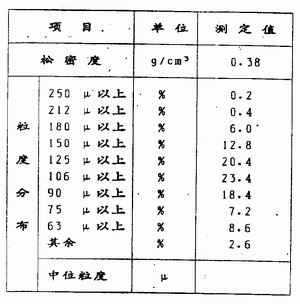
UM8123粉末粒度分布如表7。
表7
它們的耐化學品性能如表8(以FLO-THENE為例)
表8

六、聚乙烯粉末涂料在鋼桶上的應用
粉末涂料的涂裝方法有很多,除了前文介紹的目前已應用很廣泛的流化床和靜電噴涂法之外,還有靜電振蕩粉末涂裝法、粉末熱熔噴涂法、粉末電泳涂裝法,、低容量靜電云霧室噴涂法等。
適用于鋼桶作聚乙烯粉末內涂裝的,筆者認為還是以靜電噴涂最為理想。粉末靜電噴涂工藝曾被列為國家“七五”期間的重點推廣項目。這項工藝的涂層均勻,性能優良,成本低廉,工藝簡單, 多余粉末能100%回收,而且涂層可實施修補和第二次噴涂。還有更重要的一點是:靜電噴涂法能使聚乙烯粉末實現冷施工,即鋼桶不需預熱。若采用流化床、散布法等方法進行聚乙烯粉末的涂裝,鋼桶需預先加熱到300℃以上。除了能耗較大外,至少有三個問題值得考慮:1、這樣溫度是否會造成鋼桶材料物理性能的變化。2、目前國內的涂裝前處理一般均無磷化、鈍化工藝,有的甚至根本沒有前處理過程。這樣,在300℃以上的高溫下,鋼桶材料的表面氧化層增加,而此氧化層與鋼桶基材的結合力本身就不高,而且呈脆性。在鋼桶桶身與底蓋的卷合過程中便會造成聚乙烯涂層與氧化層共同斷裂和殼起。3、根據日本FLO-THENE牌號的聚乙烯粉末技術性能介紹,聚乙烯粉末涂料有一個分解溫度和著火點。 FLO-THENE牌號的著火點為34goC。分解溫度為280℃一300℃,而UM8121的分解溫度為220℃~250℃。這樣,顯然采用預熱是不行的。其實,有現有烘道或烘烤設備的鋼桶廠,若采用人工靜電噴涂,只需投資約30000元人民幣就可實現聚乙烯粉末的自動涂裝線了。噴涂條件如下:
日本FLO-THENE牌號的聚乙烯粉末為:
輸空氣壓力 45*10(4) Pa
靜電壓 60kV
出粉量 390-400g/min
塑化條件 200℃ 10min
國內X05-2型聚乙烯粉末為:
輸空氣壓力 10-25*10(4)Pa
靜電壓 60-90kV
塑化條件 180℃ 20min
聚乙烯鋼塑復合鋼桶國內目前尚處于試制階段,在試制過程中,肯定會遇上這樣或那樣的問題,希望各單位提出來,以便共同研討。
|

